Co oznaczają numery IP na narzędziach i urządzeniach ?
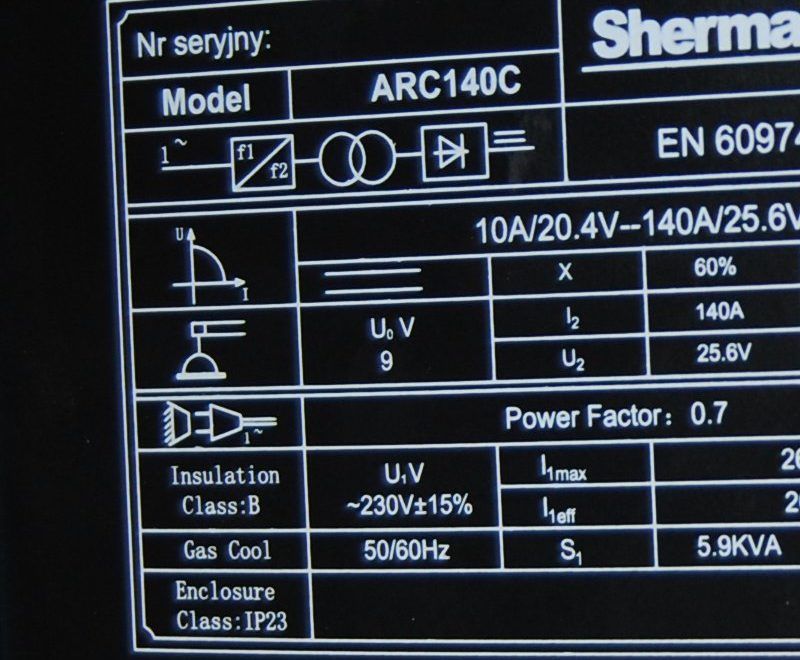
W kółko spotykamy się z stopniami ochrony IP, postaram się opowiedzieć co one oznaczają.
IP to inaczej kategoria ochrony urządzenia (obudowy) przed penetracją elementów niebezpiecznych: pyły- pierwsza liczba, woda-druga liczba.
Co oznaczają osobne stopnie obrazuje tabela:
Pierwszy znak (IPx0): zabezpieczenie przed obcymi ciałami stałymi
0 brak ochrony
1 ciała obce o rozmiarze ponad 50 mm
2 ciała obce o rozmiarze ponad 12,5 mm
3 ciała obce o wielkości ponad 2,5 mm
4 ciała obce o wymiarze ponad 1 mm
5 ochrona przed kurzem
6 całkowita ochrona przed pyłem
Drugi znak (IP0x): zabezpieczenie przed przedostaniem się wody
0 brak ochrony
1 cząstki wody spadające pionowo
2 cząstki wody spadające na obudowę pod kątem 15°
3 krople wody lecące na obudowę pod kątem 60°
4 krople wody lecące pod dowolnym kątem, np. wiatr z deszczem
5 krople wody spadające z dowolnego kierunku
6 silne strumienie wody z dowolnego kierunku
7 niecałkowite zanurzenie 15cm-1metr w czasie 30 min
8 ciągłe zanurzenie bez limitu czasu na głębokości poniżej 1metr
9 struga wody o ciśnieniu 80-100 bar i temperaturze do 80 stopni Celcjusza
No tak wygląda sprawa z klasą IP. Ten stopień protekcji jest wyszczególniany na wszystkich elektronarzędziach DWT, maszynkach elektrycznych do cięcia gresu Dedra, spawarkach Ideal - A tu opis jednej z najlepiej sprzedawanych półautomatów spawalniczych Tig/MMa/MIG - https://domtechniczny24.pl/spawarka-tecno-mig-202-migtigmma-synergic-vrd.html
TECNOMIG 202 SYNERGIC jest inwertorowym synergicznym półautomatem spawalniczym przeznaczonym do spawania łukowego metodą MIG/MAG, TIG LIFT, MMA oraz FLUX. Urządzenie zostało zaprojektowane do szerokiego zakresu zastosowań: od prac konserwacyjnych do napraw nadwozi samochodowych.
TECNOMIG 202 LCD stosowany jest do lutospawania blach ocynkowanych, spawania stali nierdzewnej, stali węglowych i niskostopowych oraz aluminium . Spawanie odbywa się w osłonie gazu obojętnego, aktywnego bądz mieszanki, oraz przy odwrotnej biegunowości bez gazu.
Przy metodzie MIG/MAG mamy możliwość wyboru funkcji przycisku w uchwycie pomiędzy pracą w trybie 2T(bez blokady przycisku)/4T(blokada przycisku do długich spoin)
Przy metodzie MMA mamy możliwość włącznia funkcji VRD (VOLTAGE REDUCTION Device) - redukuje napięcie spoczynkowe stanu jałowego na elektrodzie do wartości bezpiecznej. Zapewnia bezpieczeństwo przeciporażeniowe podczas pracy w wilgotnym środowisku.
Parametry fizyczne:
Urządzenie posiada układ chłodzenia wentylatorem co zdecydowanie zwiększa jego wydajność.
Urządzenie wyposażone jest w zabezpieczenie przeciw przeciążeniu, co zwiększa jego niezawodność.
Dalej ip znajdziemy na rzedłużaczach elektrycznych i innych. Zaleca się na to zwrócić uwagę gdy np. będziemy potrzebowali stosować coś na zewnątrz czy oblewać maszynę wodą.
To tyle
Rodzaje materiałów ciernych używnych do produkcji ściernic

Cześć, teraz nieco o artykułach ściernych.
W, nie ma znaczenia czy tarcze doninia szlifowania,ściernice czy walcowanie, numeracja, p, grubośći, ściernice, wartościowe, czy ścięć wszystkim, ścisłe ściełki, czy ścięć wszystkim, ścieśnią się im cechy cechujące są go urządzenia, walcowane (elektrokorundy i gatunek), z odmienną wielkością ziaren. Następny komponent to spoiwo, czyli inaczej klej, który łączy ze sobą ziarno. I na końcu element nośny, płótno, papier, włóknina, trzpienie czy tarcze.
Zacznę od bukowego materiału ściernego.
Elektrokorundy (korundy syntetyczne) - Al2O3
Elektrokorund w obszernych formach jest zwyklem ścierniwem.
Wytapiany jest w piecach elektrycznych w temp. 2000°C z boksytu, lub tlenku glinu. Informcje z innego blogu http://www.skleptechnika24.pl/index.php/artykuly-scierne-i-diamentowe
95A - Elektrokorund zwykły (brązowy)
Otrzymywany jest z boksytu. Zawiera 95% Al2O3, ~3% tlenku tytanu (TiO2) i ~1-2% innych domieszek. Jest najbardziej wytrzymałym elektrokorundem charakteryzującym się wysoką ciągłością. Używany do stop i zgrubnego szlifowania nisko- stali, stali nierdzewnych, żeliwa wygrana, przych naddatkach zbieranego materiału.
97A - Elektrokorund półszlachetny (szary)
Wytwarzany jest z kalcynowanego boksytu oraz dodatku w formie tlenku glinu. Zawiera 97% Al2O3. Charakteryzuje się wytrzymałością i wytrzymałością. Wykorzystywany jest do szlifowania elektryki i do szlifowania narzędzi.
99A - Elektrokorund szlachetny (biały)
Wytwarzany jest z czystego tlenku glinu. Jest najczystszym elektrokorundem mający powyżej 99% Al2O3. Charakteryzuje się dużą twardością i kruchością. Używany do szlifowania ze stali, np.: szlifowanie szlifowanie, szlifowanie cylindryczne, ostrzenie narzędzia narzędziowego, do obróbki ze stali nierdzewnych i kwasoodpornych. Bardzo dobrze sprawdza się, czy można zrobić użytek, który pasuje do strumieniowej, może przygotować się na malowanie powłok ochronnych.
CrA - Elektrokorund chromowy (różowy)
Otrzywany jest z tlenku glinu z tlenku chromu w do kilku procent. Cechuje się dużą twardością i wytrzymałością, większą od elektrokorundu szlachetnego. Wykorzystywany do Elektrgo szlifowania stali wysokostopowych, do ostrzenia narzędzi skrawających.
M - Monokorund (szary)
Wytwarzany z boksytu metodą redukcyjną. Zawiera ponad 99% Al2O3. Charakteryzuje się wytrzymałością mikrotwardości i wytrzymałością mechaniczną. Posiada zdolność do samoostrzenia. Stosowane do szlifowania stali wysokowęglowych, wysokostopowych stali szybkotnących, ostrzenia narzędzi narzędziowych takich jak wiertła, frezy, wykrojniki, narzędzie nożycowe.
ZrA - Elektrokorund cyrkonowy
Otrzymywany jest z tlenku glinu lub boksytu z tlenku cyrkonu. Cechuje się zawieszone między elektrokorundów ciągliwością i wytrzymałością mechaniczną. Stosowane do wysokowydajnego szlifowania żeliwa, staliwa i odkuwek, wysokowydajnego zdejmowania naddatków spawalniczych, do szlifowania półfabrykatów, które wycisnęły z bólu.
Węglik krzemu (nazywany też karborundem) - SiC
Wytwarzany w piecach oporowych w procesie syntezy wysokiej czystości kwarcowego oraz koksu naftowego. Drugi, po diamencie pod twardości.
99C - Węk krzemu zielony
Wysokiej jakości pielęgnacji krzemu jest barwy zielonej i zawiera min. 99% SiC. Stosowane do naprawy, serwisów, serwisów spiekanych, kamieni, do ostrzenia narzędzi narzędziowych z ostrzami z usługami spiekowymi, usługami do użycia metali kolorowych.
98C- Węglik krzemu zawarty
zawiera 98% SiC i więcej domieszek. Stosowane usługi jak 99C do szlifowania usługów spiekanych, materiałów ceramicznych, betonu, kamienia do pracowania zgrubnego szlifowania z kamienia i kamienia i betonu do betonu, żeliwa białego, metali kolorowych.
Diament. O nim już pisałem w innym poście: https://wiertlogres.pl/index.php/technika-diamentowa
Ogólnie można zainstalować, że do szlifowania stali i żeliwa używa się do ścierniwa z elektrokorundu. Do materiałów ceramicznych, betonowych, nowych, spiekanych, możliwych, żeliwa są stosunkowe stosunki i krzemu.
Wielkość ziarna. Ziarna są przesiewane na sitach, ja sortowane.
Ziarna znaczna używana do: materiałów, które mająchah i kruchych, krawężniki wykreślającej lub elektryka, gdzie skrócona naddatek do szlifowania i istotna jest chropowatości powierzchni.
Ziarna grube do: materiałów miękkich i ciągliwych, usługi zgrubnej, zdzierania lub przecinania, istotne jest szybkie szybkie uruchomienie i nie jest wymagana usługa, jakość powierzchni.
Zagęszczenie lub nasyp włókniny, usuwanie, usuwanie między włókniną są wolne przestrzenie materiały usuwanie usuwania usunięcia ( miękkie, drewno, lakiery, gips). Lub nasypy pełne - małe przestrzenie między ziarnami. Wywołujemy to, że mamy to narzędzie, które ma postać, technikę narzędzi narzędziowych. Wykorzystywany przy użyciu materiałów, które mająch.
Można jeszcze napisać o wielkości produkcjij ściernicy. Jest to bardziej nadający się do działu BHP. Generalnie użytemy takie rozmiary, jakie są wymienione na narzędziach. Aby samo sie tyczy prędkości obrotowejch. Pod żadnym pozorem nie można więcej maksymalnych, odpowiednich narzędzi do rozsadzenia ściernicy i kalectwem.
Kolejny temat. Nie ma tu jakiegoś wyjątkowech obostrzeń. Temperatura i taka jak taka jak w warunkach pracy, czyli taka literacka, 5 i 5 taka litera literacka niż 70%.
Na koniec napiszę jeszcze o wyważaniu i ostrzeniu ściernic. Elementarna kwestia nowej kwestii , montowanie ściernicy do wyważenia. Ściernica może bić, po zakręceniu dokręcania dokręcania i pozbywania się powoli ściernicę, jeśli znaczne poziomy, pionu wolnobieżnego do poprawienia położenia, śrubokręci tu śrubokrętami. Tam otrzymamy najlepsze miejsce, można przystąpić do pracy. Pamiętamy, że wszystkie nowe ściernice są na wstępie naostrzone( nie dotyczy chińskich tu nie mam pojęcia). Dlatego nie powinno sie je korygować po zakręceniu np. koksem, który tępi ściernicę. Jeśli urządzmy, należy ściernicę naostrzyć obciągaczem diamentowym, lub w warunkach miejscowych żeliwa, stalij lub popróbować starą ściernicą. Należy poeksperymentować.
Po następnym czasie, dowolna ściernica wyrównania wyrównania, ostrzenia czy czyszczenia. Robimy zwroty jak przedstawiał wyżej - koks, który stępi nam ziarno, obciągacz diamentowy, żeliwo itd. W ostatnimi czasy próbem białą ściernicę wyprowadzić starą tarczą diamentową.
Jeszcze jedna uwaga dla majsterkowiczów: raz zamontowana tarcza ścierna na szlifierce stołowej nie powinna być ściągana, jak ją odkręcimy i na nowo zakręcimy do będzie na 100% biła i całą procedurę trzeba będzie powtarzać od nowa. Starajmy sie taka sytuacja. Dla bardziej bogatych i dysponujących miejscem w warsztacie sugeruję kilka szlifierek stołowych. Ja mam sztukę, siedem: 5 tarcze gumowe-120 ziarno, dwie tarcze 99A i 98C, Filc i dwie tarcze CRA szerokość 8 mm, profilowane tarcza, i dwie tarcze tarczowane, i dwie tarcze tarczy 99A i 98C, 8 mm nie profilowane.
Na rynku mamy gotoweerne, warto, więc więc najpierw musisz się zrobić z ofertą później, aby dać pytania. Na przykład w naszym sklepie
sklepmy : Do szlifowania gipsu papier żółty lub krążki ścierne na rzep do żyraf.
Do drewna: płótna ścierne cyrkonowe, krążki na rzep cyrkonowe, papiery do taśmówek z rzadkim nasypem czerwone.
Do lakierników wodnych z wypiem krzemu, spoiwo papierników jest uprawniona taka papierłukać i stosować kilka razy.
Do ostrzenia stali gatunkowych, piłów, frezów: ściernice czerwone, do stali uniwersalnej ściernicy zwyczajnej( taka jak nie wiesz, co kupić, żeby zrobić weź białą jest czerwoną czarną).
Do formów, i materiałów bardzo miękkich ściernice 98c lub 99c. Siwe, ale muszą być widoczne kryształki, bo chińskie też są siwe, ale nie na komputerach.
Czy zgrubnego stali, np. po spawaniu: ściernice lamelkowe niebieskie lub zielone, cyrkonowe.
Do ostrzenia narzędzi ściernicowych formuła 2 lub formuła 3 zależy czy przypala.
Do sondy ze stali, sondy z napisami w obszarze, które mają miejsce, w których sondaże mogą być sondy, które mogą Ci znaleźć, i które mogą być obecne na powierzchni.
Do tyle miłego dnia.
Nowe latareczki z akumulatorem, ładowalne

Nowości w sklepie Dom Techniczny Wieluń.
Nie wiem ale ta strona jak się edytuje lub wkleja do miesza tekst i wychodzi bełkot, tak czy siak więcej sensownych tekstów na innym moim blogu - http://www.skleppneumatyka.pl/
Rozszerzyłem nasz asortyment o latarki MacTronic. Latarki są pogrupowane w kilku katalogach. Największy to latarki czołowe i tu w ofercie są niedrogie latareczki do 40 złotych np. Lampa czołowa 3x0,2W+4LED L-HL-3PW4L
Firma MacTronic powstaje również na rynku nowych latarek taktycznych seria M-FORCE. Dostępne są 3 wersje, MX-T155 na baterie AA, MX-T160 na baterie CR123, wersja MX-T250na 2 baterie CR123.
Latarka taktyczna z włącznikiem żelowym M-Force MX-T160. Symbol 160 oznacza ilość lumenów.
Latarka jest w porządnym produkcji.
Dodany uchwyt do szyny Picatinny wykonany jest z aluminium lotniczego. Latarkę dokręca się na 2 śrubki imbusowe - śrubokręt imbus jest dołączony do zestawu.
Latarka wychodzi porządnie, nie ma zoomu i jeden tryb pracy 100%, tyrany jest po prostu 2 zakresowy, można przełączać się na wyłączne albo trzymamy się na włączniku. w czasie żelowania ma jeden tryb pracy. Nasunięta klapka na soczewkę trzymają się solidnie, podobnie wymienne filtry. W zestawie są: czerwony, ciemny niebieski i zielony.
Klasa IPx4 oznacza określanie poziomu wody wodoodporność klasy 4 oznacza, że przetrzymujemy spadające pod kątem, np. wiatr z deszczem. Zasilanie bateria CR123.
Oprócz latarek taktycznych MacTronic jeszcze przed latami, jak napisałem wcześniej. Ciekawa jest latarka Nomad i latarki z Seri L HMS i L MX do kalory M-Force. Ta pierwsza pierwsza pierwsza bateriami AAA, dysponująca pełną wodoodporną budową i mocą 160 lumenów. Daje jej to widoczny zasięg do 90 metrów. Lata ma 3 tryby diody Brak, 2 dodatkowe filtry światło czerwone z czerwonymi kolorami Sygnatura SOS.
Kolejną nowością są ściernice trzpieniowe ceramiczne. Wprowadziliśmy nowy rozmiar średnicy 20mm, długość 25mm, o ziarno z krzemu.
Obróbka skrawaniem części 2

Część 2 - kontrolowana skrawaniem
Teraz para terminów: - opory skrawania, to znaczy siła po stronie której biegnie tokarski może być zagłębić w materiałnym.
Największa bezwładność materiałów z grupy 5 i 6. Dalej 1 i 2, i tu mała uwaga, bo chociaż nadal jest dostęp do ma tendencji do zachowania zgniotu i uzupełniania się nawiązań do dalszego występowania. Rada: wiertło kobaltowe do nierdzewki, jak wykreślić wykreślić to oznacza, że już skrawa i trzeba je przeostrzyć.
I ostatnia grupa o preferencyjnym operowaniu skrawania na 3 i 4.
Dalej napiszę o temperaturach powstających podczas skrawania na styku narzędzie - przedmiot. Najbardziej ulubione miejsce w uprawdziu na nagrzanie i zużywanie jest bez wątpienia krawędź skrawająca, stąd chłodzenie + smarowanie powinno być zawsze brane pod uwagę. Nawet jak wiercimy jeden poręczny i mamy wiertło do stali umocowane w uchwycie to można je zanurzyć w oleju. Tak wygląda analiza temperatur w toku skrawania przy zachowaniu zbliżonych parametrów.
Z obrazka widać, dlaczego np. mosiądz czy żeliwo jest łatwe do skrawania ze stali nierdzewnej czy hartowanej nie.
I na ulepszenie o skrawalności materiałów. Na skrawalność ma wpływ wiele czynników, część z nich opisałem powyżej. Kwalifikuje się jeszcze do nich min .:
- Geometria ostrza i materiał, z jakiego narzędzia jest narzędzie (wiertła do stali, wiertła HSS NWKa, nowe tokarskie czy frezy palcowe - https://domtechniczny24.pl/frezy-trzpieniowe-4ostrzowe-kr%C3%B3tkie.html ).
- Parametry skrawania, czyli siła nacisku - posuwu, prędkość skrawania.
- Metoda i intensywność instruktażowa (ciągłe czy jednorazowe).
- Sposób użycia i narzędzia (uchwyt wiertarski, imadło maszynowe).
A ciekawe spostrzeżenie, taki paradoks: dla osób, trzeźwość przemyślenia (wiercenie czy toczenie) trzeźwość oceny, przemyślenie i przemyślenie. Przeciwnie zaś dla użytkownika detalu najlepszy materiałem jest taki, wybór opcji wytrzymałości wytrzymałościowej, wartości ciągliwość i niewielka ścieralność.
Wspomnienie sprzed lat.
Dzień dobry, art, jest wspomnienie, napisałem go ponad 14 lat temu teraz syn jest na studiach a mnie zostały wspomnienia.
Jest tak wdzięcznie na, zewnątrz że aż pragnie się żyć. W końcu nadeszła oczekiwana wiosenka, śliczny mamy miesiąc, gdyżywia się do życia cała natura, w naszym języku przodków, miesiąc marzec, nazywali Brzezień, być może na cześć brzozy nieprzeciętnego drzewa w ogóle niedocenianego przez nas. Z brzozy można pozyskać oczyszczony sok, z młodych liści pozyskać susz na herbatki, az kory rozpałkę lub tworzywo do pisania.
Jestem energii, i nie mam absolutnie pojęcia, doświadczenie, przecież żywię się tak samo, nie ma do tej pory rodzimych nowalijek, może to energia życia, powiew wiosny?
Moje synki też ożyły, tak jak nie udało się w wygonić ich na dwór, albo też polak tak jak wieczora siedzą. Tylko żona się niepokoi, bo całkiem odpuścili naukę i lekcje nie odrabiają, bo są wyczerpani. Zasypiają o 9-10 awif do przed kompami by siedzieli do północy. To oznacza, że ruch na świeżym powietrzu to na 100% wigor tak jak mówi ludowa mądrość. A wczoraj do wykoncypowali sobie, że zrobią tor wyścigowy, bo pierworodny jest fanem (nie lubię tego słowa) formuły F1. Oglądał w niedziele rajdy idę natchnęło. Przyszedł do mnie i poprosił o spray, ale gdzie ja tam będę pozwalał malować linie na drogę. W minionym roku to kupiłem im farbę geodezyjną pomarańczową, Taka farba geodezyjna - https://domtechniczny24.pl/farby-spray-geodezyjny.html ma tą niecodzienną własność, że zawiera masę pigmentu a bardzo mało żywicy spajającej i rozpuszczalnika. Z tego powodu po pomalowaniu ulicy czy chodnika, po kilku miesiącach znika, po prostu deszcz ją wypłukuje. Z tego wykopach się do prac geodezyjnych, malowania różnych lini, akcentowania punktów przy wykopach melioracyjnych i nawet do oznaczania drzew w Lesia. Ja znalazłem dla niej inne zastosowanie, jak chłopaki pomalują drogę do za 3 miesiące nie będzie już za bardzo widać. Farba geodezyjna może być żółta, pomarańczowa, czerwona niebieska albo zielona, to zależy od użycia wiem, że geodeci to bodajże używają żółtej i pomarańczowej.
Tak pomalowany tor służył do pierwszej kraksy, na szczęście nie groźnej no, ale młokosy muszą się nauczyć, że rajdy to nie bajka tylko bardzo poważna i niebezpieczna sprawa. Tory muszą być widoczne i bezpieczne.
Na nadchodzące dni życzę wszystkim dużo energii.
Jak podaje się ziarno włóknin ściernych

Włókniny ścierne są trójwymiarowym wyrobem ściernym. Szkielet włókniny wykonany jest z niesplecionych ze sobą włókien syntetycznych odpornych na działanie wody i płynów stosowanych w trakcie obróbki. Włókna te są bardzo odporne, nie łamią się nie deformują i mają tzw. efekt pamięci, czyli po zgięciu cofają do swojego wcześniejszego kształtu.
Do włókien przyklejone są, za pomocą spoiwa z żywic syntetycznych, ziarna ścierne. Cząstki ziaren są rozmieszczone równomiernie do o koła włókien w całym przekroju gotowego produktu. Powstaje trójwymiarowa, sprężysta struktura dająca bardzo dobre wyniki w ciągu obróbki.
Rozmiar ziaren w odróżnieniu od osełek podawana jest w szerszym przedziale. W większości materiałów ściernych wielkość ziarna określana jest umownie i ujednoliconą normą międzynarodową FEPA i oznaczana literą "P" przed numerem granulacji. Spełnienie przez ziarno normy FEPA oznacza, że jego wielkość dla konkretnej ziarnistości nie jest większa niż ustalona w normie. W praktyce oznacza, że szlifując ziarnistością "P80" realizujemy stały i jednakowy poziom zarysowań szlifowanej powierzchni.
W przypadku włóknin gradację określa się następująco:
Coarse, grube ziarno- granulacja P80-P120
Medium średnie ziarno- granulacja P120 do P180
Fine wykańczające- granulacja P180 - P240
Very Fine bardzo drobne- granulacja P240 do P320
Ultra Fine polerowanie- granulacja P400 - P600
Super fine polerowanie wykańczające - granulacja P600 do P1000
Użyte ziarna ścierne to przede wszystkim elektrokorund szlachetny, węglik krzemu i czasami cyrkon.
Zalety włóknin. Przestrzenne ustawienie włókien, równomierne ułożenie ziaren na włóknach, zimna obróbka ścierna ( nie przegrzewają materiałów obrabianych).
Znaczne przestrzenie między włóknami gromadzą zanieczyszczenia i urobek z szlifowanej powierzchni (detal jest obrabiany przez czystą włókninę)
Wodoodporność włóknin, można je myć detergentami, dzięki temu można je stosować na powierzchnie zabrudzone, zatłuszczonych, pokrytych olejami i smarami.
Elastyczność włókien skutkuje tum że łatwo dopasowują sie do niereguralnych kształtów.
Włókninę ścierną można stosować do pracy ręcznej i mechanicznej( pasy bezkońcowe, lamelki, ściernice trzpieniowe). Nadaje się do obróbki ściernej: powierzchni stalowych, stali nierdzewnych, metali kolorowych, takich jak aluminium, mosiądz, miedź, chrom, jak również dopowierzchni mineralnych.
Ponieważ włóknina ścierna jest odporna na wodę może być stosowana w kuchni jako zastępstwo dla czyścików oraz metalowych gąbek. Wytrzymałe włókna oraz materiał ścierny sprawdzają się przy czyszczeniu piekarniki i grille, usuwają przypalone resztki żywności z garnków i brytwanek.
Bezpieczna praca kluczami pneumatycznymi, na co zwracamy uwagę.

BHP podczas użytkowania narzędzi pneumatycznych - Chicago Pneumatic i innych.
Pierwszą najważniejszą radą jest generalna zasada:
Przeczytaj i zrozum instrukcje BHP dodane do narzędzi przed rozpoczęciem pracy i czynnościami serwisowymi. Powinieneś zrozumieć, że brak powyższych czynności zwiększa ewentualnego ryzyko uszkodzenia ciała.
Uniwersalne instrukcje bezpieczeństwa.
Założeniem firmy produkującej profesjonalne szlifierki pneumatyczne ( Chicago Pneumatic - https://domtechniczny24.pl/narz%C4%99dzia-pneumatyczne.html ), jest wytwarzanie narzędzi, które pomogą operatorowi pracować bez ryzyka i wydajnie. Najistotniejszym elementem bezpiecznej pracy narzędzi i urządzeń jest przede wszystkim ich operator. Ostrożność i dobre przepisy są najlepszym zabezpieczeniem przed wypadkiem.
Każda poprawnie sporządzona instrukcja podkreśla najistotniejsze niebezpieczeństwa i zagrożenia, w związku z tym należy ponadto przestrzegać środków ostrożności, ostrzeżeń oraz opisów umieszczonych na urządzeniach i w miejscu pracy. Pracownik powinien zapoznać się, zrozumieć i stosować instrukcje BHP dołączane do każdego urządzenia - AMEN.
Do operatora : Przeczytaj i postaraj się zrozumieć jak działa maszyna, nawet jeśli posiadasz już doświadczenie z analogicznymi narzędziami. Dokładnie obejrzyj i sprawdź sprzęt przed użyciem. Postaraj się „poczuć” jego możliwości, ograniczenia, możliwe ryzyko, jak pracuje i jak go zatrzymać. Czasem wyobraźnia pomaga zniwelować ewentualne niebezpieczeństwo.
Podstawowymi, niebezpiecznymi czynnikami w miejscu pracy są:
1) Sprężone Powietrze
- Sprężone powietrze może spowodować zagrożenie dla zdrowia. Nigdy nie kieruj przewodu ciśnieniowego w kierunku swoim lub innych osób, zwłaszcza dotyczy to oczu, uszu, okolic ust.
Pod żadnym pozorem nie „przedmuchuj” twarzy z kurzu i pyłów powietrzem o nieznanym ciśnieniu. Zawsze kieruj koniec przewodu z dala od siebie i innych osób.
- Zawsze sprawdzaj czy węże ciśnieniowe nie są uszkodzone lub luźne, wymień je jeżeli to konieczne zanim podłączysz narzędzie.
Bicie przewodu ciśnieniowego może spowodować uszkodzenie ciała.
- Rozłącz narzędzie z przewodu ciśnieniowego, kiedy nie jest używane, w trakcie zmiany oprzyrządowania, zmianą nastawienia momentu lub naprawą.
- Nie przekraczaj zwiększaj ciśnienia w celu podwyższenia mocy narzędzia, może to spowodować zagrożenie zdrowia oraz skrócić „żywotność” narzędzia.
- Nie wkręcaj szybkozłączek do narzędzia, wibracje od bicia wężą pod ciśnieniem mogą doprowadzić do jego uszkodzenia. Szybkozłączki zamontuj zawsze na końcu przewodu ciśnieniowego.
- W przypadku używania połączeń uniwersalnych wymaga się stosowania zawleczek blokujących, które zabezpieczają przypadkowe rozpięcie przewodu ciśnieniowego.
- Narzędzia pneumatyczne nie są zaprojektowane do stosowania w środowisku zagrożonym wybuchem, oraz nie są zabezpieczone izolacją odporną na wysokie napięcie.
2) Zagrożenie uszkodzenia wzroku.
Cały czas dbaj o ochronę oczu, oraz twarz stosując odpowiednią maskę ochronną, każda praca stwarza potencjalne zagrożenie.
3) Niebezpieczeństwo związane z oddychaniem.
Praca narzędziem może wywoływać wytwarzanie kurzu i pyłu, w tym wypadku zawsze stosuj maskę zabezpieczającą prawidłowe oddychanie.
4) Ryzyko związane ze słuchem.
Pogorszenie słuchu, bule głowy i zmęczenie, może być spowodowane ciągłą pracą w warunkach o podwyższonym poziomie hałasu, w tym przypadku zawsze stosuj słuchawki wygłuszające.
5) Zagrożenie związane z wibracjami.
Wydłużona praca narzędziem, które generuje wibracje może być szkodliwe dla dłoni i ramion. W wypadku drętwienia, mrowienia lub bladnięcia skóry należy momentalnie przerwać pracę i skonsultować się z lekarzem.
6) Zagrożenie związane z niewłaściwym ubiorem.
Nie stosuj luźnej odzieży, która podczas pracy narzędziem lub akcesoriami obrotowymi powoduje zagrożenie zaplątania się lub wciągnięcia materiału. Są to bardzo częste przyczyny okropnych w skutkach wypadków: oskalpowanie luźnych włosów, uszkodzenia stawów, złamanie kończyn górnych.
7) Ryzyko dodatkowe:
- Poślizg, potknięcie lub upadek mogą doprowadzić do poważnego obrażenia a nawet śmierć. Unikaj pozostawiania rozwiniętych przewodów ciśnieniowych, zwłaszcza w miejscach gdzie przemieszczają się pracownicy.
- Operator i personel techniczny musi być przeszkolony i przygotowany do wykonywania swoich obowiązków.
- Urządzenia przeznaczone do eliminowania nierówności powierzchni powinny być używane w sposób eliminujący ryzyko otarcia lub przecięcia.
- Zakładaj rękawice ochronne, zabezpieczając dłonie przed ostrymi krawędziami.
8) Używaj zdrowego rozsądku i nigdy nie przestawaj myśleć o potencjalnych zagrożeniach, wyobraźnia jest najlepszym zabezpieczeniem.
Pneumatyczne Klucze Udarowe – niebezpieczeństwa:
Pod żadnym pozorem nie używać nasadek ręcznych. Używać tylko kluczy nasadowych udarowych w dobrym stanie. Nasadki w złym stanie zmniejszają moc udarową i mogą się rozpaść, doprowadzając do obrażeń ciała.
W przypadku korzystania z przegubu Cardana nigdy nie uruchamiać klucza udarowego poza miejscem pracy. W przeciwnym razie nastąpić może odrzut przegubu, powodując zagrożenie.
Zawsze używać względnie najprostszego sposobu łączenia. Przedłużki, redukcje redukują moc w skrajnych przypadkach mogą się obluzować, powodując obrażenia ciała. Należy używać jak tylko to możliwe długich nasadek oraz oryginalnych akcesoriów.
W przypadku narzędzi zaopatrzonych w element ustalający nasadki ze sworzniem i o-ringiem należy pewnie zabezpieczyć sworzeń za pomocą o-ringu.
W przypadku zbyt mocnego lub zbyt niewystarczającego dokręcenia elementów mocujących może dojść do ich zerwania lub poluzowania i odłączenia, czego skutkiem mogą, być poważne obrażenia ciała. Odłączone elementy mogą zostać wyrzucone. Śruby wymagające dokręcenia określonym momentem, należy sprawdzić za pomocą klucza dynamometrycznego.
Uwaga: klucze dynamometryczne „klikające” nie są w stanie zidentyfikować przypadku połączenia dokonanego z wyższym momentem dokręca. Stosować klucz dynamometryczny zegarowy.
- Aby zminimalizować zagrożenie obrażeń używając pneumatycznych zapadkowych kluczy udarowych, zawsze pewnie trzeba podeprzeć uchwyt w kierunku przeciwnym do obrotu trzpienia w celu zminimalizowania reakcji momentu obrotowego.
To tyle Pozdrawiam
Nowe narzędzia knipexa
{kind=link}
Cześć, w dzisiejszym artykule przedstawię dwie ciekawe pozycje. Będą to szczypce do opasek sprężynowych i mini klucz do nakrętek Knipex.
Szczypce Knipex do opasek i obejm samozaciskowych sprężynujących – to narzędzie przeznaczone przeważnie do prac serwisowych przy samochodach. Budowa przesuwnej nastawyawy rozwarcia szczęk polega na sprawdzonym rozwiązaniu szczypiec Cobra - https://domtechniczny24.pl/szczypce-do-opasek.html .
Najważniejszą właściwością tego narzędzia są charakterystyczne elementy szczęk gwarantujące wygodę i bezpieczeństwo.
A przeznaczone są do ściągania sprężynowych opasek samonapinających i taśmowych występujących na gumowych przewodach samochodowych.
Obejmy samonapinające sprężyste zaprojektowane są w celu zapewnienia stałeko rozkładu sił po obwodzie strefy zacisku. Zastosowanie ich jest zalecane w elementach, gdzie połączenie z przewodm znajduje się w miejscu znacznych wahań temperatury, która skutkuje kurczenie lub rozszerzanie się materiałów. Opaska ta doskonale sprawdza się tam, gdzie konieczny jest stały nacisk niezależnie od temperatury w jakim pracuje połączenie skutecznie zapobiegając wszelakim nieszczelnością. Opaski samozaciskowe sprężyste to dobra opcja dla innych rodzajów opasek. Użuwa się je w takich zastosowaniach, jak konstrukcja małych silników, pojazdów użytkowych, rolniczych i samochodowych systemów i urządzeń chłodzących.
Powracając do wątku, koniecznie należy wspomnieć o łatwej regulacji szczypiec za pomocą jednego przycisku (max. rozstaw szczęk do 80 mm, zakres – ponad 40 mm) który pozwala na dostosowanie do zacisków o różnych rozmiarach, również tych w wersji FBS - wąskiej lub Light Duty jak też Heavy Duty, opasek drucianych i pierścieni z taśmy sprężynowej o zakresie nominalnym do 70mm. Zaznaczam, że szczęki po rozwarciu ułożone są równolegle, nawet w rozwarciu 70 mm.
Możliwe jest także skonfigurowania narzędzia bezpośrednio na uchwyconej opasce, co w dużej mierze ułatwia} konfigurację szczypiec.
Tak jak wspomniałem zastosowano obrotowe wymienne końcówki szczęk, po to, by pewnie i mocno złapać obejmy w dowolnej orientacji przeciwdziałając ześlizgiwaniu się opaski.
Używająć narzędzia używamy niewielkiej siły, a to dzięki dużemu przełożeniu. Cienkie antypoślizgowe PCW na rękojeści sprawia, że stabilnie i wygodnie trzyma się w dłoni.
Szczypce jak i inne z tej grupy produkty Knipexa są odkute z stali chromowo-wanadowej, kutej matrycowo i hartowanej w oleju.
Reasumując poniżej najważniejsze cechy szczypiec 85 51 250 A:
Przeznaczone są do zacisków sprężynowych, opasek w wersji standardowej oraz opasek drucianych i pierścieni z taśmy sprężynowej o rozmiarze nominalnym do 70mm.
Maksymalny rozstaw szczęk do 80 mm, zakres pracy ok. 40 mm.
Nastawne, wymienialne końcówki szczęk umożliwiają pewny chwyt opasek niezależnie pozycji.
Z powodu szczególnie korzystnemu przełożeniu wymagają użycia niewielkiej siły.
Trwałe złącze suwakowe.
Kształt rękojeści chroni przed uszkodzeniem palców.
Wykonanie: stal chromowo-wanadowa, kuta, hartowana olejowo.
Następny produkt to klucz nastawny do śrub i nakrętek Knipex w formacie kieszonkowym (86 03 125) Więcej o produktach knipexa na stronie - http://poziomicaspawarka.pl/nowosci-narzedziowe
Jedno narzędzie, które zastępuje wieloczęściowy zestaw kluczy metrycznych i calowych w rozmiarze 1/4 cala. Ta podręczna wersja o długości jedynie 125 mm i wadze 105 g nadaje się do precyzyjnych prac montażowych i serwisowych oraz prac modelarskich.
Spore przełożenie dźwigni sprawia, że szczypce-klucz idealnie sprawdzają się przy zaciskaniu, chwytaniu, ściskaniu czy zaginaniu różnych elementów. Wąskie szczęki zaciskające o grubości zaledwie 3 mm ułatwiają pracę w miejscach o utrudnionym dostępie. Zawsze gładkie, równoległe w każdej pozycji szczęki pozwalają na bezstopniowe ściskanie przedmiotów o dowolnych rozmiarach w podanym zakresie pracy z bardzo dużą siłą (10-krotne zwiększenie siły ręki). Równolegle wciąż są niezwykle delikatne, dlatego że nie występują tutaj luzy mogące uszkodzić krawędzie zaciskanego elementu.
Należałoby zwrócić uwagę również na szeroki zakres regulacji i możliwość ustawienia klucza bezpośrednio na chwytanym przedmiocie za pomocą przycisku. Powłoka niklowa minimalizuje poślizg szczypiec, a pokrycie z cienkiego PCW dają gwarancję pewnego, wygodnego chwytu. Kieszonkowa wersja szczypiec-klucza Knipex spełni oczekiwania nawet najbardziej wymagających profesjonalistów i majsterkowiczów.
To tyle na dzisiaj. Pozdrawiam
Czujniki czadu i gazu opis i warunki użytkowania
{kind=link}
Witam
W dzisiejszym artykule nie będzie moim zamiarem straszenie Państwa. Lecz scharakteryzowanie jak proste rozwiązanie techniczne, jakim jest detektor gazu czadu, może zapobiec katastrofie.
Analizując statystyki straży pożarnej możemy się przekonać, że problem czadu w mieszkaniach, zwłaszcza w sezonie grzewczym jest bardzo poważny. Dane mówią o ofiarach śmiertelnych czadu rzędu 500 osób rocznie. Z cichym zabójcą, jakim jest tlenek węgla można walczyć na kilka sposobów. O rozwadze i daleko posuniętej ostrożności nie trzeba pisać, problem w tym, że czasem to nie wystarczy. Jeżeli tlenek węgla pojawi się w domu i będzie dochodził do krytycznych wartości to pomóc może tylko czujnik czadu.
Zanim przejdę do omówienia czujników gazu i czadu trochę teorii.
Tlenek węgla jest gazem bezbarwnym i bezzapachowym, dlatego trudny do wykrycia przez nas. Zgodnie z wieloma badaniami naukowymi szkodliwe działanie czadu jest głównie zależna od:
Stężenia tlenku w powietrzu.
Czasu przebywania i aktywności ruchowej w tym środowisku.
Od specyficznych cech fizjologicznych osoby narażonej.
Tlenek węgla jest absorbowany do krwi z wdychanego powietrza. Powoduje tworzenie się w krwi tzw. karboksyhemoglobiny, która zmniejsza zdolność krwinek do transportu tlenu. To z kolei powoduje niedotlenienie narządów, tkanek i mózgu. Powoduje to w zależności od stężenia karboksyhemoglobiny w krwi objawy:
Uczucie ucisku i lekkiego bólu głowy, rozszerzenie naczyń krwionośnych (10-20%).
Ból głowy i tętnienie w skroniach (20-30%).
Silny ból głowy, osłabienie, oszołomienie, wrażenie ciemności, nudności, wymioty, zapaść (30-50%)
Zaburzenia pracy serca, przyspieszenie tętna i oddychania, śpiączka przerywana drgawkami (50-60%), informacje ze strony - http://warsztattechnika.pl/index.php/poradnik-domowy
Dalej nie będę pisał, w każdym razie przy stężeniu ponad 60% może dojść już do trwałych upośledzeń narządów i śmierci.
Dla przedstawienia w praktyce stosuje się obrazowe przykłady stężeń i reakcji organizmu. W instrukcji czujnika CD-50B8 można przeczytać: wdychanie tlenku węgla o stężeniu 200 ppm w ciągu 2-3 godzin powoduje lekki ból głowy, zmęczenie, nudności. Stężenie 12800 ppm w czasie 1-3 minuty powoduje natychmiastową śmierć.
Uf trochę mi ciśnienie podskoczyło.
Czujniki czadu śledzą obecność w powietrzu tlenku węgla. Pracuje on w oparciu o technologię półprzewodnikową, tzn. znajdujący się w urządzeniu detektor reaguje na zawarty w powietrzu czad i uruchamia alarm.
Nawet nieduże stężenie CO rzędu kilku setnych procent 0,006% utrzymujące się przez dłuższy czas spowoduje uruchomienie alarmu dźwiękowego i zapalenie diody sygnalizacyjnej.
Wykrywacz czadu np.: mini CD-50B8 lub inny - https://domtechniczny24.pl/czujniki-sygnalizatory-czadu-gazu-i-dymu.html warto zamontować w łazienkach, kuchniach, korytarzach sąsiadujących z potencjalnymi źródłami zagrożenia. Należą do nich: gazowe podgrzewacze wody z otwartą komorą spalania, kominki opalane drewnem i gazem, przenośne grzejniki gazowe i piecyki opalane paliwami ciekłymi, piece kaflowe, i oczywiście kotłownie węglowe, lub opalane peletem.
Tlenek węgla czyli popularnie zwany czadem jest gazem o niższej gęstości od powietrza, lecz powstaje prawie zawsze, jako mieszanina z ciężkim dwutlenkiem węgla, przez co utrzymuje się tuż nad podłogą. Z tego powodu czujni montuje się zawsze na wysokości ok. 50 cm nad podłogą. Chyba, że stosujemy czujnik gazu i czadu np. CGD 31A2| to wtedy na wysokości 150cm.
Decydując się na czujnik czadu zwróć trzeba uwagę na to, czy posiada certyfikat potwierdzający wykonanie testów. Czy jest zasilany na baterię czy z sieci. Oba wyjścia mają zalety i wady. Urządzenia bateryjne sprawdzą się w sytuacji częstych zaników napięcia, lecz potrzebują stałej kontroli baterii. I tu uwaga jak większość urządzeń elektronicznych mogą źle pracować przy słabych bateriach (chyba, że mają automatyczny system informowania o stanie baterii). Z kolei zasilane sieciowo przestaną działać, jeżeli braknie prądu, to oczywiste. Biorąc pod uwagę wady i zalety obu czujników nigdy nie dają nam 100% pewności wykrycia czadu a jedynie w dużym stopniu podniosą możliwość jego wykrycia. Warto, więc co jakiś czas testować urządzenie i dokonywać okresowych przeglądów.
Czad w większości wypadków zabija w mieszkaniach, w których nie ma właściwej wentylacji, przewody wentylacyjne są niedrożne lub zaklejone, aby było cieplej!!!, kominy przytkane, a plastikowe szczelne okna nie zapewniają odpowiedniej cyrkulacji powietrza. Temat tych okien i super szczelnych domów opisywałem w artykule wentylacja między pokojami.
Następne zagrożenie tworzą gazy wybuchowe lub ich mieszaniny: metan, propan i butan. Gaz ziemny jest lżejszy od powietrza i gromadzi się w górnych częściach pomieszczeń. Natomiast propan i butan jest cięższy, przez co gromadzi się w dolnych partiach mieszkań. Gazy te połączone z powietrzem tworzą wybuchową mieszaninę.
Detektor gazu ma zaawansowany technologicznie czujnik półprzewodnikowy i elektroniczny układ sterujący, który kontroluje obecność gazu w powietrzu. Jeżeli instalacja bądź urządzenia są nieszczelne i dochodzi do wycieku, urządzenie przy 10-procentowym stężeniu gazu LEL (dolna granica wybuchalności) włącza alarm. Przykładowe wartości dolnych granic wybuchowości gazów LEL Metan 5%, Propan 2,10%, Butan 1,80%.
Detektory gazu montuje się w kuchniach i łazienkach wyposażonych w kuchenki lub gazowe podgrzewacze wody. Warto również montować czujniki w domowych kotłowniach opalanych gazem oraz garażach, w których znajdują się pojazdy zasilane LPG lub CNG. Czujnik montuje się na ścianie, na wysokości ok. 150 cm nad podłogą.
Przy zakupie czujników warto wcześniej zapoznać się z instrukcją obsługi i poczytać o zasadach działania i sposobach instalacji.
Stale nierdzewnw właściwości

Właściwości mechaniczne i magnetyczne ELEMENTÓW ZŁĄCZNYCH ZE STALI NIERDZEWNYCH, STALI KWASOODPORNYCH WG NORMY ISO 3506. Norma ta jest z roku 2000, od tego czasu pojawiły się nowe rodzaje stali nierdzewnych, jednak większość informacji jest nadal aktualna i przydatna.
Pierwsza częśc będzie obejmowałacharakterystykę grupy A
Stal grupy A (struktura austenityczna)
W ISO 3506 jest podanych pięć głównych rodzajów stali austenitycznych od A1 do A5. Nie mogą one być hartowane i zwykle są niemagnetyczne. Stale nierdzewne przeznaczone do hartowania to stale martenzytyczne, stanowią jedną z grup stali nierdzewnych o wysokich własnościach wytrzymałościowych. Przeznaczonych na narzędzia tnące (elementy maszyn tnących, noże surwivalowe, sprzęt chirurgiczny)i inne. Stale tej grupy nadają się do zastosowań w mało agresywnych środowiskach korozyjnych. Nie znajdują więc zastosowania do produkcji elementów złącznych ( śruby, nakrętki ze stali nierdzewnej sposób oznaczenia opisany na stronie - https://wiertlogres.pl/index.php/informacje-techniczne).
W celu zmniejszenia podatności na utwardzanie, do stali rodzajów od A1 do A5 można dodać miedzi.
Ponieważ tlenek chromu zwiększa wytrzymałość stali na korozję, dla stali niestabilizowanych rodzajów A2 i A4 bardzo ważna jest niska zawartość węgla. Z powodu wysokiego powinowactwa chromu do węgla powstaje węglik chromu zamiast tlenku chromu, który jest bardziej właściwy w podwyższonych temperaturach.
Dla stali stabilizowanych rodzajów A3 i A5, składniki Ti, Nb lub Ta reagując z węglem powodują w pełnym zakresie powstawanie tlenku chromu, co redukuje zagrożenie powstania korozji między krystalicznej.
W przypadku zastosowania śrub i nakrętek, które mają być użyte w środowisku morskim wymagane są stale o zawartościach Cr i Ni około 20% i od 4,5% do 6,5% Mo.
Stale austenityczne o wyższej zawartości niklu i w niektórych przypadkach azotu są przeznaczone do głębokiego tłoczenia. Wzrost stężenia niklu w składzie chemicznym tych stali umożliwia wyższą tłoczność bez zmiany własności magnetycznych.
Przy znacznych naciskach powierzchniowych trące powierzchnie mogą się zacierać. Może to zachodzić na gwincie śrub i nakrętek, na powierzchniach stykowych, stale austenityczne są do tego bardziej skłonne od stali normalnych. Dla połączeń sprężystych i przy określonych warunkach stosowania zaleca się użycie pary materiałów A2 i A4, można także oddzielić części trące warstewką smaru np smaru litowego - https://domtechniczny24.pl/smar-litowy-cx80-grease-lithum-500g.html.
Wszystkie części złączne ze stali nierdzewnej austenitycznej są zwykle niemagnetyczne, ich przenikalność magnetyczna wynosi ok. 1. Stale o strukturze ferrytycznej, martenzytycznej, ferrytyczno-austenitycznej-Duplex są magnetyczne.
Przeróbka plastyczna na zimno stali austenitycznych powoduje częściowe przekształcenie fazy austenitycznej w martenzyt, który jest ferromagnetyczny. Zjawisko to zależy od składu chemicznego stali w szczególności od udziału pierwiastków stabilizujących fazę austenityczną. Zjawisko to niweluje się poprzez wyżażanie stali i gwałtowne schłodzenie. Taka operacja powoduje,że powstały martenzyt zostaje zmieniony ponownie w paramagnetyczny austenit.
Także skład chemiczny ma znaczący wpływ na magnetyczność stali nierdzewnej.
Pierwiastki stabilizujące fazę austenityczną (nikiel, azot) minimalizują skłonność stali austenitycznych do umocnienia przez zgniot. Dodatek molibdenu, tytanu i niobu wpływa na stabilizację fazy ferrytycznej.
Wkrętak Wiha z zasobnikiem w rękojeści iciekawym systemem wysuwania

Nowości narzędziowe Wiha Kwiecień 2014
Wiha wypuściła parę nowości, jedną z nich jest wkrętak z końcówkami ukrytymi w rączce. Nie było by w tym nic odkrywczego gdyby nie sposób wysuwania się bitów i ich długość. Wkrętak jest zakończony magnetyczną końcówką 1/4 cala, ma spory i ergonomiczny chwyt wykonany z tworzywa, które zapobiega wyślizgiwaniu się rączki w toku pracy. Końcówki o długości 70mm są ulokowane w rękojeści. Wystarczy nacisnąć dwa przeciwległe przyciski i zasobnik wysunie się na sprężynie. Bity po wysunięciu są lekko odchylone, co w dużej mierze ułatwia wkładanie i wyciąganie końcówek. Przyciski są tak skonstruowane, że nie ma możliwości otwarcia pojemnika w ciągu pracy. W zestawie mamy 3 płaskie bity i trzy krzyżaki ph 1,2,3. Więcej opisów narzędzi na stronie - http://narzedziatechnika.pl/index.php/narzedzia-rozne
Nowinką jest sprzedawany przez nas kpl. kluczy imbusowych zaczynających sie od 1,5mm. Jest to jeden z niewielu kpl. nadający sie do szybkich napraw i kalibracji części rowerowych, w modelarstwie i replikach ASG. Klucze imbusowe mieszczą się w kieszeni spodni, wysuwane są czerwonym guzikiem a solidna plastikowa rączka umożliwia na łatwe i szybkie odkręcanie i dokręcanie broków i śrub imbusowych.
Opis techniczny lin stalowych
Dzień dobry
Liny stalowe jak masa innych towarów technicznych wytwarzane są w wielu rodzajach i mają różne przeznaczenie.
Liny stalowe są powszechnie używane w takich urządzeniach przemysłowych, jak maszyny budowlane wyciągarki, różnego rodzaju urządzenia transportowe wyciągi, liny służące do przymocowania ciężarów w czasie ich przenoszenia zawiesia dźwigowe.
Wybór budowy liny do danego urządzenia zależy przede wszystkim od konstrukcji urządzenia i warunków eksploatacji. W poniższym artykule skupię się na linach sztywnych, pracujących na rozciąganie i linach elastycznych które mogą pracować na rolkach o różnej średnicy.
Istotne kryteria prawidłowego doboru konstrukcji lin stalowych.
– Liny stalowe o konstrukcji 1×7 1×19 i 1×37
Stosowane przede wszystkim w przypadkach w których lina pracuje wyłącznie na rozciąganie, a więc w przypadku lin naciągowych (np. maszty telewizyjne|liny pod kable telefoniczne|liny do nacigu siatki|liny do zrywek|liny do zawiesi dźwigowych, ładunkowych}. Liny z cienkich drutów mogą być stosowane jako linki sterownicze przenoszące siły w różnych urządzeniach przemysłowych (np. linki w rowerach. Typowym parametrem odróżniającym linki o takich konstrukcjach jest ilość drutów. Jeżeli linka jest bardziej elastyczna to mniej odporna na ścieranie, im sztywniejsza to bardziej odporna na zrywanie i ścieranie.
– Liny stalowe o konstrukcji 6×7 6×19 6×37
Liny te stosowane są wtedy kiedy lina pracuje na kołach lub krążkach linowych - rolki na linkę, i gdy oprócz wytrzymałości wymaga się od niej odpowiedniej giętkości. Liny o konstrukcji 6×7 charakteryzują się znaczną odpornością na ścieranie przy niewielkiej elastyczności.
Teraz kilka terminów, które umożliwią nam dobrać linę do naszych potrzeb.
WYTRZYMAŁOŚĆ LIN i podawana siła zrywająca. Na podstawie wpisu http://blog.domtechniczny24.pl/2019/06/04/liny-stalowe-ogolna-charakterystyka/
Siłę zrywająca często podaje się w newtonach N lub w wielokrotnościach tej jednostki. Dla uproszczenia przyjmuje się, że
1daN=1kg choć 1daN=1.019716, jednak dla naszych potrzeb dokładne obliczanie jest niepotrzebne.
I tak mamy:
1N=0,1kg
1daN (deka)=1kg
1kN (kilo)= 100kg
Patrząc na siłę zrywającą dla liny podawaną przez producenta powinno się pamiętać, że jest ona wyznaczana w dość specyficznych warunkach.
- liny zrywane są w optymalnych warunkach laboratoryjnych (temperatura, wilgotność itp.)
- lina poddawana testom nie jest narażona na promieniowanie UV i związki chemiczne, wodę piach itd.
- wyrób jest nowy i nie ma uszkodzeń, które występują podczas normalnego użytkowaniu (przetarcia, zagniecenia)
- wyrób w trakcie zrywu mocowany jest w odpowiednich uchwutach, które nie powodują osłabienia liny (zryw liny jest prawidłowy jeżeli następuję w pewnej odległości od szczęk). Tym perfekcyjnym warunkom, można teraz przeciwstawić linę, która w czasie normalnej pracy narażona jest na szereg niekorzystnych elementów.
- Współczynnik bezpieczeństwa v.
Jest to liczba powstała z stosunku siły zrywającej do optymalnego bezpiecznego ciężaru lub siły. Im wyższy współczynnik tym bezpieczniejsza praca. W zależności od warunków współczynnik innymi słowy będziemy podawać w wciągarkach poziomych i linkach. I tak dla przykładu: w górnictwie oo 1973 roku według Przepisów Technicznej Eksploatacji Kopalń (PTEK), lina w bębnowym urządzeniu wyciągowym powinna mieć stały współczynnik bezpieczeństwa co najmniej 6 przy wyciąganiu urobku i 8 do jazdy ludzi. W wyciągach z kołem pędnym wymagany współczynnik bezpieczeństwa wynosił 7 w przypadku wyciągania urobku i 9 do jazdy ludzi. Więcej na http://domtechniczny24.net/index.php/porady-techniczne/239-liny-stalowe-wspolczynnik-bezpieczenstwa-wytrzymalosc
W przypadku lin stosowanych w wciągarkach jednokierunkowych leżących ( np do naciągu siatki lub wciągania samochodu) współczynnik bezpieczeństwa nie przekracza 3.
Dzielnikiem posługujemy się w następujący sposób. Jeżeli będziemy transportować jakiś ładunek m=200 daN to do tego celu powinniśmy zastosować liny o
wytrzymałości v*200 daN= 1600 daN ( założenie współczynnika bezpieczeństwa v=8).
Zaploty, mocowanie lin.
Sposób mocowania lin również wpływa na ich wytrzymałość. Liny stalowe zamknięte na kauszach o odpowiednim promieniu w miejscu zgięcia nie tracą swojej wytrzymałości ( liny sztywne powinny mieć większe kausze). Sposób zaciśnięcia lin zaciskami w dużym stopniu osłabia linę. Dlatego warto używać zaciski przeplatane lub zagniatać liny tulejami. W najwyższym stopniu skuteczną metodą jest przeplatanie, ze względu na charakter lin stalowych bardzo rzadko stosowane.
– Elastyczność
Elastyczność liny jest określona przez stosunek metalicznego przekroju do liczby drutów w konstrukcji. Przyjmuje się, że przy większej ilości splotek i drutów liny są bardziej elastyczne.
– Zgniatanie
Parametr ten ma szczególne znaczenie w wielokrążkowych urządzeniach dźwigowych, w których liny narażone są na miejscowe odkształcenia. W takim wypadku liny elastyczne wielozwojowe są o wiele bardziej odporne na ewentualne uszkodzenia. Używanie lin z rdzeniem stalowym dodatkową zwiększa odporność na zgniatanie, niestety w przypadku lin klasycznych zmniejsza się wtedy zdecydowanie ich elastyczność.
– Smarowanie ( smary suche np PTFE doskonały do linek w pancerzach lub na zewnątrz)
W zależności od potrzeb i typowych wymagań liny mogą być smarowane. Dobrze posmarowane liny są chronione podczas składowania i użytkowania. Większość nowych lin jest nasmarowana fabrycznie, w trakcie eksploatacji mówimy o dodatkowym smarowaniu lin. Liny przed smarowaniem muszą być oczyszczone następnie smarowane smarami:
- suchymi nie powodującymi przyklejania się brudu
- o znacznej penetracji
- o długotrwałej ochronie antykorozyjnej, przeciw zamarzającej.
To tyle pozdrawiam.
Nowe narzedzia knipexa w 2018 roku

Cześć
Przedstawię dwa bardzo ciekawe narzędzia Knipex, szczypce Cobra i nożyce do kabli zbrojonych drutem stalowym.
Innowacje szczypce Cobra Knipex - Otworzyć, dosunąć, chwycić!
Bardzo ciekawe i pomocne rozwiązanie, w którym dopasowanie do średnicy chwytanej rury następuje samoczynnie, przez dosunięcie szczęk szczypiec.
Opis:
Dodatkowo szybkie ustawienie bezpośrednio na chwytanym przedmiocie poprzez zsunięcie rękojeści.
Łączy niezawodną blokadę sworznia z dodatkową funkcją dosuwania, która ułatwia pracę w szczelinach i trudno dostępnych miejscach.
Nastawienie przebiega odrazu na chwytanym przedmiocie.
Sprawdzony mechanizm zapadkowy uruchamia się po obciążeniu ramion. Położenie rękojeści zostaje wówczas zablokowana i można ją odbezpieczyć tylko po naciśnięciu przycisku.
W celu ponownego aktywowania funkcji dosuwania, należy zluzować rygiel za pomocą przycisku i rozsunąć całkowicie szczypce. https://domtechniczny24.pl/szczypce-instalacyjne-i-budowlane.html
Narzędzie zostało wykonane z specjalnej stali narzędziowej, kutej, hartowanej olejowo do twardości około 61 HRC. Zęby na szczękach są naprawdę solidne w czasie testów skrawały trzymaną rurkę instalacyjną. Po bliższym obejrzeniu szczęk nie zauważyliśmy żadnych śladów. Jak dla nas bomba.
Szypce produkowane są w kilku wersjach, jedna z nich to Cobra® QuickSet, opisana powyżej, inne to specjalistyczne rozwiązania do zaciskania opasek, łamania glazury czy dokręcania rur pokrytych chromem.
I drugi produkt nożyce do kabli (z mechanizmem zapadkowym) do kabli zbrojonych drutem stalowym (SWA).
Zdarza się tak, że trzeba obciąć przewód wzmocniony oplotem z drutu stalowego. Zazwyczaj taki oplot jest zrobiony z drutu ocynkowanego stalowego. Typowe nożyce nie są do tego dostosowane. Rozwiązaniem są prezentowane nożyce, a marka Knipex gwarantuje bezawaryjne wykonanie. Nożyce mają wymienne ostrza. Trzeba pamiętać aby nie stosować ostrzy z okrągłym otworem tylko z z otworem w kształcie trapezu.
Nożyce te przecinają kable zbrojone drutem stalowym o średnicy do 45 mm / 380 mm2 (np. 4 x 95 mm2) przy pomocy jednej lub dwóch rąk.
wygodne w obsłudze dzięki nieznacznej masie (800 g) i zwartej konstrukcji (długość 315 mm) – mogą być używane w miejscach o ograniczonym dostępnie.
Noże precyzyjnie szlifowane i hartowane indukcyjnie gwarantują czyste cięcie bez wykrzywiania brzegów. Wytworzone z specjalnej stali narzędziowej, kutej, hartowanej olejowo.
Zastosowano w nich oryginalny trzystopniowy mechanizm zapadkowy o wysokim przełożeniu, z wspornikiem do położenia narzędzia podczas cięcia.
Uwaga !! Nie nadaje się do cięcia kabli ACSR oraz lin stalowych!
Pozdrawiam.
Frezy do metalu szlifierek prostych, rodzaje i zastosowanie
Cześć
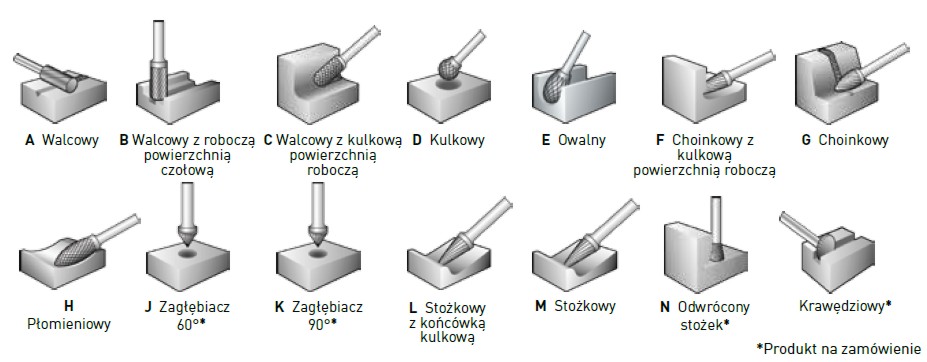
W dzisiejszym poście opiszę pilniki obrotowe z węglików spiekanych
Pilniki węglikowe wykonane są z wysokiej jakości węglików spiekanych, pozwala to na wykorzystanie ich do ręcznego skrawania szerokiej gamy materiałów o różnych stopniach twardości. Pilniki współpracują z szlifierkami prostymi o napędzie pneumatycznym lub elektrycznym. Gwarancją długookresowej eksploatacji jest zagwarantowanie odpowiednich prędkości obrotowych, stąd pilniki nie nadają się do pracy z wiertarkami. Pilniki obrotowe występują w różnorakich kształtach i wymiarach, dostępne są frezy walcowe czołowe, stożkowe, okrągłe, płomieniowe, ostrołukowe zaokrąglone. Najczęściej część chwytowa to sześcio milimetrowy trzpień.
Pilniki do metalu wykorzystuje się do usuwania gradów, powiększania otworów i rowków, wygładzania spawów i spoin, obróbki nieregularnych otworów, fazowania krawędzi.
Uzębienie pilnika może być wykonane w różny sposób. Rodzaje uzębienia zależą od obrabianego materiału.
Przeważnie spotyka się dwa rodzaje nacięć: nacięcie pojedyncze i nacięcie podwójne.
Pilniki do metalu z nacięciem pojedynczym stosuje się do ogólnego użytku dla obróbki miękkich materiałów, żeliwa, metali nieżelaznych.
Pilniki obrotowe z nacięciem podwójnym tzw. łamaczem wióra umożliwiają na szybkie usuwanie naddatku w utwardzonychtwardych materiałach, zaprojektowane do tworzenia małego wióra i doskonałego wykończenia powierzchni, małe wióra pomagają wyeliminować obciążenie ostrzy.
https://domtechniczny24.pl/pilniki-obrotowe-w%C4%99glikowe.html
Dla wszystkich pilników obrotowych w odróżnieniu od pilników ręcznych nie podaje się podziałki jako liczby całych zębów mieszczących się na jednym centymetrze długości pilnika, mierzonej w kierunku jego długości. Podaje się prędkość roboczą dla danego materiału.
Eksploatacja i bezpieczeństwo pracy:
Mocowanie pilnika w tulejce powinno być stabilne i stanowić 2/3 długości części chwytowej. Przed umocowaniem sprawdzić czy w tulejce rozprężnej nie znajdują się opiłki metalu, w razie potrzeby przedmuchać. Podczas pracy sprawdzać czy frez pod wpływem obrotów nie wysuwa się z uchwytu. Frezować tylko przeciwbieżnie, frezy z węglikami wlutowanymi do trzpienia są wrażliwe na drgania. Jeżeli dostanie drgań to polecą zęby albo nawet może oderwać się cała główka.
Obszar styku ostrza z materiałem obrabianym podczas obróbki powinna wynosić max 1/3 obwodu narzędzia.
Dla materiałów trudnoobrabialnych należy zmniejszyć parametry skrawania, aby zapobiec wcześniejszemu zużyciu narzędzia.
W trakcie obróbki należy pamiętać o przestrzeganiu przepisów BHP, zwłaszcza pamiętać o okularach ochronnych i zabezpieczeniu szyi przed opiłkami. Prostym sposobem eliminacji opiłków może być stosowanie elektromagnesu.
Pozdrawiam

Kluczowe informacje o frezowaniu drewna frezarkami górnowrzecionowymi.
Frezowanie obok procesu toczenia i wiercenia jest jedną z najpowszechniejszych odmian obróbki wiórowej. Bazuje na zgrubnej obróbce powierzchni płaskich (płaszczyzn), rowków, powierzchni kształtowych, wpustowych i kopiowaniu zarysów.
Frezowanie wykonywane jest obrotowymi narzędziami wieloostrzowymi (frezami) na maszynach nazywanych frezarkami.
W większości odmian frezowania ruchy posuwowe są prostoliniowe lub kszywoliniowe – realizuje je materiał obrabiany w przypadku frezarek stacjonarnych dolnowrzecionowych lub elektronarzędzie w przypadku frezarek górnowrzecionowych. Te ostatnie będą tematem niniejszego tekstu.
Natomiast ruch roboczy (obrotowy) wykonywany jest przez frez trzpieniowy.
Rodzaj pracy wykonej na frezarce górnowrzecionowej zależy od rodzaju zastosowanego narzędzia. Rozróżnia się frezowanie obwodowe, w którym frez obrabia ostrzami leżącymi prostopadle do osi wrzeciona i frezowanie czołowe, w którym frez skrawa zębami położonymi równolegle do osi wrzeciona.
Ze względu na bezpieczeństwo na frezarkach górnowrzecionowych robota odbywa się wyłącznie przeciwbieżnie (kierunek ruchu posuwowego jest przeciwny do kierunku ruchu roboczego).
W czasie przeciwbieżnego frezowania drewna, lepiej kontrolujemy prowadzenie materiału po łożysku lub wzdłuż prowadnicy. W konsekwencji uzyskujemy lepszą jakość powierzchni i niwelujemy zagrożenie odbicia freza.
Najczęstrzą operacją jest krawędziowanie. Zależnie od zarysu freza uzyskujemy różne kształty: wypukłe i wklęsłe łukowe, fazowanie 45o, kształtowe ozdobne. Frezy do krawędzi wyposażone są najczęściej łożysko oporowe, które możemy prowadzić zarówno po krawędziach prostych jak i krzywoliniowych. Jedną z form krawędziowania jest potrzeba uzyskania estetycznego wyglądu połączenia elementów konstrukcji [łączonych|montowanych} prostopadle i równolegle. Jeżeli brzegi pozostawimy „na ostro” to po skręceniu części możemy zauważyć niedokładności pasowania.
Rozwiązaniem jest wykonanie 1-2 milimetrowych zaokrągleń krawędzi. W rezultacie uzyskamy estetyczne połączenie.
Wielkość fazowania zależy od głębokości wysunięcia freza.
Do innych operacji należą:
- frezowanie rowków w tym wypadku stosujemy frez palcowy 8 mm, 10 mm i większe.
- wyrównanie po okleinowaniu stosujemy frez do wyrównania oklein z dużym łożyskiem
- wykonywanie połączeń typu T. Frez do połączeń składa się z trzpienia, dwóch frezów tarczowych, łożyska oporowego i nakrętki blokującej.
https://domtechniczny24.pl/frezy-do-drewna.html
Frezy do frezarek górnorzecionowych wykonane są z węglików spiekanych o rozmaitych kształtach, rzadziej z stali HSS. Takie rozwiązanie zapewnia długą żywotność frezów. Wynika to z prostego faktu. Drewno jest słabym przewodnikiem ciepła a więc w bardzo małym stopniu absorbuje ciepło powstające w czasie frezowania. Dochodzi wtedy do znacznego rozgrzania się ostrzy skrawających. Ponadto częstym przypadkiem jest przypalanie drewna.
Opisany fakt warunkuje również parametry skrawania:
- trzeba stosować jedynie ostre narzędzia.
- nastawiać możliwie duże prędkości skrawania i szybki posuw.
- stosować wymuszone odprowadzanie wiórów przez podłączenie odkurzacza, {spowoduje to ruch powietrza i chłodzenie freza.
Następnym istotnym elementem jest poprawnego zamocowanie materiału obrabianego i freza. Obrabiane elementy mocujemy na stabilnym stole przynajmniej w 2-3 punktach. Trzeba pamiętać aby zastosowane ściski nie blokowały pracy frezarki. Podstawa frezarki powinna bez problemu przesuwać się po materiale obrabianym lub po szynach.
Mocowanie freza. Frezy do frezarek górnowrzecionowych mocuje się w tulejkach zaciskowych dokręcanych nakrętką ( najczęściej jest to średnica 8 mm, żadziej 6 i 12mm).W większości frezarek jest system blokowania wrzeciona, znacznie ułatwiający dokręcenie nakrętki. Frezy trzpieniowe trzeba wsunąc przynajmniej na głębokość tulejki mocującej, zazwyczaj jest to 15 mm.
Powyższe dane powinny wtajemniczyć każdego w kwestię frezowania drewna frezarkami górnowrzecionowymi. I jeszcze uwaga proszę zaznajomić się z instrukcją dodaną do maszyny. Powinno być tam wyraźnie wytłumaczone jak regulować głębokości frezowania na zderzakach i trzpieniu wskazującym.
Pozdrawiam
{kind=link}
Cześć
Podczas pracy czasem zachodzi konieczność wiercenia w materiałach mieszanych, otwory w stalowe futrynie, za którą jest beton. Jest to najgorszy z możliwych połączeń materiałów stal i beton. Firma Bosch skonstruowała jakiś czas temu wiertło CYL-9 Multi Construction, którym da się wykonywać takie otwory.
Jest to praktyczne i mocne wiertło do prawie wszystkich materiałów używanych przy wykańczaniu wnętrz, np. do betonu, muru, cegły, eternitu, siporeksu, laminatów, ceramiki, a przy odrobinie wprawy do gresowych o małej klasie twardości, drewna, plastiku, blach metalowych oraz mosiężnych.
Wiertło Multiconstructionprzeznaczone jest do wiercenia bezudarowego na niskich obrotach np. na wkrętarkach. W odróżnieniu jednak od konkurencji i pierwszych wersji nadaje się również do wiercenia z użyciem udaru. Z małą uwagą, że nie w super twardych materiałach. Czyli w siporexie tak a w betonie o wysokiej klacie B30 nie.
Konstrukcja wiertła pozwala na skrawanie metali, tworzyw i drewna. Należy jednak pamiętać, że wiertła te nie są skonstruowane do wiercenia w stali. Wiercenie to jest możliwe, ale traktować je trzeba, jako opcję. Płytka opracowana z trwałych węglików spiekanych o najdrobniejszych ziarnach. Geometria ostrza została tak opracowana, aby powiązać możliwość skrawania i wiercenia z lekkim udarem ( o skrawaniu i wiertłasz szerzej na stronie - http://domtechniczny24.net/)
. Wieloostrzowy szlif z charakterystycznym ścinem gwarantuje precyzję wiercenia. Istotny wpływ, na jakość wiertła ma sposób lutowania płytki i szlifowanie po lutowaniu. Umożliwia ono centryczność wiertła, redukuje bicie i co za tym idzie wydłuża żywotność.
Kolejna ważna sprawa to pogrubiony rdzeń wiertła, uzyskano to poprzez dodanie dodatkowej spirali w rowku. Zmniejszono przez to prześwit i rowka. Jednak biorąc pod uwagę fakt, że wiertło CUL-9 skonstuowane zostalo do obróbki z wolnymi obrotami to nie będzie to miało istotnego wpływu na pracę wiertła.
Wiertło dla rozróżnienia ma kolor niebieski z bocznym metalicznym szlifem.
{kind=link}
Dzień dobry
Typy mechanizmów udarowych w kluczach pneumatycznych.
Dostępne na rynku pneumatyczne klucze udarowe, bazują na różnych mechanizmach wytwarzających udar. Wszystkie potrzebują smarowania.
Jednym z istotnych czynników wpływających na optymalny moment obrotowy osiągalny przez klucz pneumatyczny jest zastosowany w nim mechanizm udarowy. Struktura mechanizmu ma również duży wpływ na zastosowanie i przeznaczenie klucza. Poniżej przedstawiamy najbardziej popularne mechanizmy udarowe używane w kluczach pneumatycznych, pokrótce opisując ich funkcjonowanie, wady i zalety.
Dwa młoteczki.
Bodajże najbardziej powszechny mechanizm to podwójne bijaki. Składa się z dwóch elementów, obracają się dookoła wrzeciona w zamkniętym systemie. To rozwiązanie pozwala na osiągnięcie wysokiego momentu obrotowego w ciągu pierwszych obrotów wirnika, dlatego że oba młoteczki mogą jednocześnie uderzyć z obu stron. Ta konstrukcja składająca się z dwóch młotów pierścieniowych cechuje się dużą wytrzymałością i przede wszystkim nadaje się do pracy ciągłej.
Następną zaletą tej konstrukcji jest względnie niewielka ilość elementów składowych, dzięki czemu łatwo go serwisować. układ trzeba nawilżać olejem. Smarowanie może być łatwo wykonane przez zewnętrzny nypel, bez rozkręcania obudowy klucza. Klucze pneumatyczne z mechanizmem TWIN-HAMMER powinny być stosowane tam gdzie wymagana jest najwyższa wydajność – zastosowania przemysłowe, usługi oponiarskie, linie produkcyjne.
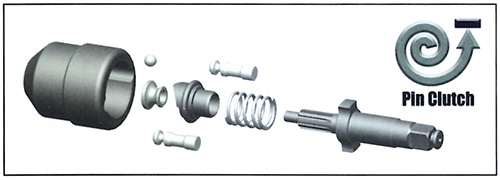
Mechanizm dwóch swożni.
Mechanizm PIN CLUTCH został zastrzeżony w USA z myślą o szybkim przyroście momentu udarowego przy jego wysokich wartościach. Układ składa się z dwóch trzpieni ze stali hartowanej, poruszających się w zamkniętej obudowie z bardzo dużą prędkością.
Jak wszystknie mechanizmy smaruje się go olejem pneumatycznym, który może być bez trudu uzupełniony poprzez dodatkowy otwór wbudowany w obudowę mechanizmu udarowego. Ten rodzaj mechanizmu udarowego jest zaprojektowany do krótkich prac montażowych w przemyśle lekkim, do serwisów samochodowych, a także do wszelkich warsztatów z krótkimi cyklami pracy. Poniższe informacje zamieszczam dzięki http://www.skleptechnika24.pl/index.php/pneumatyka-narzedzia-i-instalacje
ROCKING DOG
Kolejny mechanizm udarowy zwany ROCKING DOG charakteryzuje się prostą i bardzo stabilną konstrukcją z jednym młotem obrotowym (jego prostota przekłada się na relatywnie niewielką cenę). Jego kluczową zaletą jest duża nośność i stabilność.
Z uwagi na niedużą ilość elementów, bardzo łatwo go serwisować. Do jego smarowania należy używać smaru lub oleju. To rozwiązanie jest dedykowane do prac przemysłowych, bardzo wymagających usług, zastosowań warsztatowych, wszędzie tam gdzie niezbędna jest wysoka moc.
JUMBO HAMMER
JUMBO HAMMER to odmiana opisanego wyżej rozwiązania TWIN HAMMER z tym, że tutaj użyto tylko jeden młoteczek. Rozwiązanie to stosuje się w urządzeniach o zwiększonej mocy.
Tak jak i w oryginalnym rozwiązaniu smarowanie odbywa się przez zewnętrzny nypel bez potrzeby rozkręcania obudowy. JUMBO HAMMER jest zaprojektowany do wymagających zastosowań przemysłowych.
DOUBLE HAMMER
Następnym niedrogim i wytrzymałym rozwiązaniem jest DOUBLE HAMMER, z jednym młotem obrotowym. Pozwala na osiągnięcie znacznych wartości momentu skręcającego. Analogiczna zasada jak w pierwszym Twin Hammer. Przeznaczony do większości prac w lekkim przemyśle, do warsztatów samochodowych i przemysłu wulkanizacyjnego.
PIN LESS
Najbardziej zaawansowanym mechanizmem jest PIN LESS. Patent na to ma Korporacja Kawasaki.
Cała moc jest osiągana przez jeden bijak osadzony w obudowie. Młotek wirujący dookoła czopa nie wymaga żadnych dodatkowych szpil czy części.
Stąd nazwa PIN LESS (bez-szpilowy). Generowana moc jest prawie całkowicie przeniesiona wprost na czop. To rozwiązanie jest zaawansowanym rozwinięciem mechanizmu ROCKING DOG. Szczególną zaletą jest ekstremalnie wysoka moc wyjściowa i z tego powodu urządzenie wyposażone w to rozwiązanie nie nadaje się do delikatnych i precyzyjnych zastosowań.
Dzięki niewielkiej ilości elementów mechanizm jest wyjątkowo trwały i łatwy serwisowaniu (nawilżanie smarem). Zaprojektowany jest do najbardziej wymagających zastosowań – przemysł, serwis tirów, maszyny budowlane i inne zastosowania gdzie niezbędna jest potężna moc udarowa.
Na koniec narzędzie bez którego klucz na nic się przyda:
Nasadki udarowe w odróżnieniu od typowych nasadek wyróżniają się większą trwałością i spręzystością, dzięki temu ryzyko wybicia trzpienia w narzędziu lub obrobienie się powierzchni roboczych do środka nasadki jest zniwelowane do minimum. Nasadki udarowe mają na ogół grubsze ścianki niż standardowe. Oferowane przez nas markowe i standardowe nasadki udarowe różnych marek zagwarantują trwałą pracę bez szarpnięć i przez to ochronę elementów udarowych – trzpieni narzędzi, zapobiegną wybijaniu się i niepożądanym luzom, przez co skutecznie wydłużą prawidłowy okres eksploatacji. Tak jak pisałem wcześniej w odróżnieniu od standardowych nasadek Chromo vanadowych, nasadka udarowa chromo molibdenowa posiada grubsze ścianki, co jest ważnym czynnikiem zwiększającym ich długość życia (zanim się wybiją) i dla łatwego odróżnienia są czernione.
Występują w różnych rozmiarach:
Nasadki udarowe 1/2”
Nasadki udarowe 3/4”
Nasadki udarowe 1”
Nasadki udarowe pięciokątnie i inne wynalazki.
To tyle pozdrawiam i zapraszam na moją nową stronę - http://asgwielun1.dudaone.com/
Osprzęt do narzędzi wielofunkcyjnych
{kind=link}
Dzień dobry obecny tekst będzie dotyczył zastosowania i rodzajów osprzętu do urządzeń wielofunkcyjnych.
Na rynku pojawia się coraz więcej modeli narzędzi wielofunkcyjnych. Postanowiłem i ja opisać do czego mogą się przydać i czy powinno się mieć takie coś w swoim warsztacie.
Sama określenie narzędzie wielofunkcyjne jest nieco mylące, bo nie możemy za jego pomocą wiercić, wkręcać śrub, szlifować itd. Bardziej adekwatne określenie to elektronarzędzie podcinające, lub może podcinak. W tym zakresie (jako podcinak)jest wielozadaniowy wszystko zależy od osprzętu, ale o tym później.
Istotną sprawą jest jego wydajności, która jest licha albo bardzo słaba i nie ma tu znaczenia jaka marka i ile kosztuje. Wynika to z ruchu oscylacyjnego narzędzia ( nie obrotowego !!). Oscylacja o dużej częstotliwości waha się w przedziale do 15-21 tysięcy na minutę przy szerokości oscylacji rzędu 5-7 milimetów. Jest to mało w przypadku cięcia, wióry czy urobek nie jest usuwany siłą odśrodkową, jak to ma miejsce np. w pilarkach czy szlifierkach kątowych. Powoduje to zamulanie obszaru cięcia i zwalnia pracę. Dalej rejon cięcia pokrywa się prawie w 100% z zasięgiem roboczym narzędzia tnącego, wpływa to na duże nagrzewanie i zużycie. Kolejna sprawa to kształt ostrzy, które muszą pracować w dwóch kierunkach ( posuwisto zwrotnych - i oba są robocze, nie ma ruchu jałowego) i nie mogą być agresywne, czyli kąt przyłożenia jest zawsze mniejszy od zera. Powoduje to spadek wydajności, wydłużeniem czasu cięcia, prędkim zużywaniem się ostrzy ( nie dotyczy ostrzy z węglika spiekanego do ceramiki).
To tyle o wadach, czemu więc urządzenia wielofunkcyjne cieszą się tak dużym zainteresowaniem?
Powód jest banalny, wypełniają lukę w pracach remontowo naprawczych, są w stanie zrobić pracę, którą nie mogły zrobić inne maszyny. Dalej, są to niesłychanie czyste, podczas pracy narzędzia, dlatego znakomicie spisują się w pracach remontowych, w pomieszczeniach mieszkalnych. Bo bodajże każdy właściciel, czy właścicielka nie są szczęśliwi jak po przeprowadzonym remoncie trzeba wszystko odkurzać i sprzątać. Wynika to z tego, że wykonując ruch obrotowy elektronarzędzia typu szlifierki, wyrzucają urobek z wielką prędkością w powietrze, niekiedy nie da się nawet oddychać w takich pomieszczeniach i trzeba używać maski przeciwpyłowych. W przypadku narzędzi wielofunkcyjnych nie ma tego problemu, ruch oscylacyjny minimalizuje powstawanie znacznego zapylenia w miejscu pracy. Wcześniej pisałem, że jest to wadą ale widzicie, że jest też to zaletą.
Kolejną zaletą jest sam kształt narzędzia pozwalający na dojście do wszelkich niedostępnych miejsc. Głowica na której mocuje się urządzenia i wcięcia na osprzęcie pozwala na przymocowanie ich pod dowolnym katem.
Największą jednak zaletą jest szeroki wybór osprzętu. I fakt, że niezależne z jakiej firmy go kupimy będzie pasował do nasej maszyny ( nie dotyczy GOP Boscha z 2 - 4 wcięciami).
Osprzęt do narzędzi wielofunkcyjnych do cięcia drewna:
Brzeszczoty do cięcia drewna. Stosowane do podcinania listew drewnianych blisko podłogi lub zlokalizowanych w narożnikach, wcinania się w panele podłogowe i innych trudno osiągalnych miejscach.
Wąskie brzeszczoty do podcinania przeróżnej szerokości. Idealnie nadają się do wycinania nieregularnych, prostokątnych, kwadratowych otworów w płytach drewnianych i drewnopochodnych. Przykładem może być wycięcie otworu na przewody w plecach półki na RTV wykonanej z płyty wiórowej.
Brzeszczoty segmentowe z wcięciami do cięcia wgłębnego i prostoliniowego w laminowanej płycie lub twardym drewnie np. do wbudowania kratek wentylacyjnych. Wycinanie wyżłobień w elementach mebli np. aby umożliwić dostęp do zaworu. Do usuwania drewnianych elementów montażowych,np. kołki, czopy z twardego drewna, które należy przyciąć i wyrównać z powierzchnią. https://domtechniczny24.pl/osprzet-do-narzedzi-wielofunkcyjnych-graphite.html
Wycinanie miękkich fug z silikonu, akrylu czy usuwanie miękkich uszczelek. Mieliście kiedyś z tym problem? Prawdopodobnie nie ma nic koszmarnego niż usuwanie starego silikonu nożem do tapet a i tak nigdy nie da się go w całości usunąć, bo albo się złamie nóż albo uszkodzimy powierzchnię. Teraz mamy możliwość wykorzystać do tego celu specjalny dwustronny nóż AIZ 28 SC, na razie robi go tylko Bosch.
Nóż do przycinania miękkich materiałów. Można nim bez kłopotu ciąć wykładziny podłogowe z linoleum, wykładziny dywanowe, ciąć maty gumowe, płyty gumowe na uszczelki i podkładki, maty schodowe, materiały antywibracyjne i głuszące z filcu i tkanin miękkich.
I analogiczny nóż a ściśle mówiąc szpachelka do usuwania starej farby z gładkich powierzchni. i wszystkich innych prac gdzie wykorzystywaliśmy szpachelkę jako skrobaczkę.
Osprzęt do narzędzi wielofunkcyjnych do cięcia metalu.
Tak sąrównież brzeszczoty do cięcia metali.
Brzeszczoty do cięcia wgłębnego w metalach, cięcia hartowanych śrub i gwoździ, cięcia stali INOX - to głównie markowe Boscha.
Brzeszczoty do cięcia cienkościennych profili metalowych i elementów z metali kolorowych. Cięcie listew aluminiowych wykończeniowych.
Brzeszczoty do materiałów wykonanych z włókien szklanych. Te ostatnie znajdują zastosowanie w cięciach remontowych łodzi, kadłubów, zbiorników i korpusów maszyn wykonanych z żywic epoksydowych i poliestrowych.
Brzeszczoty do plastików do wcinania i cięcia. Wszystkie rurki PCV używane w pracach instalacyjnych, prace naprawcze i montażowe w rurach kanalizacyjnych i innych, elementy plastikowe w stolarce okiennej i drzwiowej.
Przystawki szlifierskie do papierów ściernych na rzep i do włóknin ściernych. Tym osprzętem wykonamy wszelkie prace czyszczące niedostępnych miejsc, przypalonych zbiorników, prace przygotowawcze pod lakierowanie, satynowanie powierzchni zabrudzonych.
Osprzęt do narzędzi wielofunkcyjnych do cięcia ceramiki.
Tu przede wszystkim zwrócę uwagę na znakomite wręcz rozwiązanie: Częstokroć w domu stajemy przed dylematem jak usunąć stare fugi? Tarcza z napylonym grubym ziarnem z węglika wolframu i urządzenie wielofunkcyjne doskonale się do tego nadaje. Dojdziemy nim wszędzie, nawet pod ubikacją, nie nakurzymy w toalecie i szybko i efektywnie usuniemy fugi.
Brzeszczoty do cięcia i wcinania się w płytki ścienne i inne elementy ceramiczne.
Brzeszczoty z węglikiem do usuwania zaprawy lub kleju z płytek ceramicznych, np. przy wymianie uszkodzonych płytek.
Brzeszczoty z nasypem diamentowym do suchego przecinania płytek ceramicznych.
Jeszcze parę słów o mocowaniu, pisałem że jest ono jednakowe dla wszystkich. Na poczatku tak było. Należy przy zakupie zwrócić uwagę na zarys i ilość wcięć oraz rozmieszczenie. Bo np. Bosch wprowadził z 2 i 4 wcięciami.
Powyższa liczba osprzętu mówi sama za siebie. Narzędziem wielofunkcyjnym - niezależnie jakiej jakości i marki uczynimy bardzo dużo, pod warunkiem, że będziemy dysponowali adekwatnym osprzętem. Warto przy zakupie wyposażyć się w różne rodzaje, zrobić sobie zestaw i włożyć na czarną godzinę do pojemnika.
W tym miejscu jednak, żeby być uczciwym muszę napisać o kosztach osprzętu. Jest on niesamowicie drogi w porównaniu z innymi narzędziami wykorzystywanymi do podobnych prac. I tu posłużę się przykładem:
Jeżeli chcemy odciąć pręt gwintowany M12, to możemy użyć zwykłej oprawki i brzeszczot do metalu 300 mm za 1 złotówkę lub brzeszczot bimetalowy za 5 zł i bez kłopotu przetniemy pręt. Z tym, że brzeszczotem tradycyjnym możemy np: zrobić 10 cięć a brzeszczotem bimetalowym 100 cięć. Możemy też wziąć tarczę do metalu 125*1*22,2 mm na szlifierkę kątowa za 3zł i zrobimy błyskawicznie np 40 cięć.
Jeżeli spróbujemy używając narzędzia wielofunkcyjnego przeciąć pręt gwintowany M12 brzeszczotem do metalu:
- Graphite za 28 zł ( zrobimy może 2-5 cięć) czas cięcia wieczność.
- Bosch Bimetal za 85 zł ( zrobimy 10-20 cięć) okres nieco krótszy niż Graphite ale nadal długi.
Powyższe informacje obrazują nam koszt cięcia metalu, analogicznie jest z innymi materiałami. Dlaczego, pomimo tego majsterkowicze chwalą sobie wielofunkcyjne narzędzia?
Wcześniej o tym pisałem, co jeżeli będzie trzeba przeciąć wystający pręt gwintowany M12 zraz przy ścianie, który znajduje się 2 cm od narożnika okna z PCV ? Brzeszczotem nie podejdziemy, a szlifierką zniszczymy okno PCV i uszkodzimy ścianę! Wyjściem jest urządzenie wielofunkcyjne, drogie ale jedyne. Wykonamy czyste bezproblemowe ciecie. Mam nadzieję że podany przykład jest wystarczający.
W sklepach jest wiele różnych urządzeń wielofunkcyjnych, różnią się od siebie ceną, mocą, systemem mocowania narzędzi, jakością. Postaram się w niedługim czasie opisać większość z nich.
Na koniec streszczenie, czym są urządzenia wielofunkcyjne i co możemy nimi zrobić.
1. Narzędzie wielofunkcyjne pozwala wykonać szereg prac: szlifowanie, wycinanie, przecinanie, skrobanie, usuwanie fug, wymiana płytek, cięcie wykładziny, gumy i inne.
2. Bogaty osprzęt pasuje prawie do wszystkich elektronarzędzi, niezależnie jakiej firmy: Graphite, Bosch, Makita, Verto, Parkside, Metabo.
3. System mocowania narzędzi jest uniwersalny i pozwala na mocowanie osprzętu różnych producentów.
To tyle pozdrawiam.
Eksploatacja i przechowywanie węży technicznych
{kind=link}
Witam
Warunki eksploatacyjne i użytkowe węży ssawno tłoczących.
Planując nabycie węża do sprężonego powietrza, oleju, piaskarki czy innego, winnyście sobie odpowiedzieć na parę pytań. Planowanie zapewni nam uniknięcie wypadku, czy niewłaściwej pracy maszyny czy procesu technologicznego.
Najistotniejsze pytania to:
Co planujemy tłoczyć lub ssać (substancja, która płynie przewodem).
Jaka powinna być średnica węża, jeśli wymagana również średnica zewnętrzna.
Czy znana jest temperatura pracy (temperatura płyącej substancji i temperatura otoczenia).
Intensywność nasłonecznienia, czynniki chemiczne występujące w otoczeniu (stałe i okresowe).
Czy istnieje ryzyko nadmiernego załamania węża, zmieniającego parametry wytrzymałościowe i wartości przesyłowe medium.
Czy istnieje ryzyko pojawienia się ładunków elektrycznych podczas przesyłania substancji.
Planowana długość węża.
Oraz wszelakie inne czynniki mogące mieć wpływ na pracę i bezpieczeństwo: takie jak okoliczności eksploatacyjne, drgania, odkształcenia przewodu w trakcie pracy ( zwłaszcza w przypadku przecinania przez wąż węzłów i lini komunikacyjnych - ruch pieszy, samochody, wózki widłowe i inne).
Sposób mocowania końcówek (zacisk, opaska) i rodzaje używanych złączy i szybkozłączy.
Planowana mobilność zestawu (połączenie stacjonarne, połączenie klucza pneumatycznego, pistoletu do malowania czy pompowania, piaskarki lub maszyny stacjonarnej)
OGÓLNE WYTYCZNE DOTYCZĄCE KORZYSTANIA Z WĘŻY SSAWNO TŁOCZĄCZYCH
Właściwy wybór węża to wybór towaru spełniającego wymagania techniczne istniejące przy konkretnej instalacji lub urządzeniu, zapewniający bezpieczną i bezawaryjną pracę. Będzie to miało, jak we wszystkich narzędziach i instalacjiach wpływ na końcową cenę i jakość.
Czym jest promień gięcia, jak osłabia wąż i jak go wyznaczyć.
Pamiętać należy, że przy nieodpowiednim zagięciu węża występują w nim niepożądane zjawiska. W punkcie zgięcia, po stronie zewnetrznej wąż jest rozciągany a w przeciwległej ściskany. Wywołuje to procentowe osłabienie węża i może spowodować jego uszkodzenie. Następnym niepotrzebnym zjawiskiem jest zakłócenie transferu mediumsubstancji. W przypadku substancji o właściwościach ściernych prowadzi to do stopnowego wycierania wewnętrznej części węża.
Jeżeli właściwa strona katalogowa nie określa, należy przyjąć następującą regułę:
Węże wytłaczane gładkie - 7,5 x średnica wewnętrzna
Węże ze wzmocnieniem poliamidowym do fi 50mm z odciskiem tkaniny – 6x średnica wewnętrzna
Węże ssawno-tłoczne – 6 x średnica wewnętrzna
Minimalna długość węża do utworzenia gięcia L min:
Lmin = ?/360° x 2?R
gdzie:
? - kąt gięcia
R - przewidziany promień gięcia
Przykład: chcąc utworzyć gięcie 90° przy promieniu gięcia R=200 (mm)
90/360 x 2
'l`123567890- ależy użyć węża o minimalnej długości 314 (mm)
Montaż węża na szybkozłączkach, złączkach i krućcach. https://domtechniczny24.pl/armatura-pneumatyczna.html
Należy zwrócić uwagę na to, aby krawędzie szybkozłączek nie były ostre, aby nie doprowadzać do przecinania warstwy wewnętrznej węża (dotyczy zarówno obejm, opasek jak i zakuć).
Węże techniczne produkowane w odcinkach, na ogół posiadają na końcach tzw kołnierze (odcinki bez spirali wewnętrznej), ułatwiające zamocowanie końcówek.
W wężach tych należy zamocować końcówki tak, aby króciec zachodził min. 1cm na część spiralną węża. Jeżeli węże techniczne są cięte z metra problem ten nie występuje.
Warunki eksploatacyjne i użytkowe węzy ssawno tłoczących.
Podczas użytkowania węży i przewodów należy przestrzegać następujących zasad:
- stosować ciśnienia robocze nieprzekraczające dozwolone, zapisane na boku węży.
- należy węże wpychać a nie wkręcać, zminimalizuje to skręt przewodu po zamocowaniu. Jeżeli wąż nachodzi ciężko na kruciec, można go trochę podgrzać lub wkręcać o taki sam kąt w prawo i lewo.
- należy chronić przed wpływem czynników zewnętrznych (np. należy zaprojektować koryta do przejeżdżania nad wężami), węży nie powinno się przesuwać po ostrych krawędziach;
- po użyciu należy je składować w odpowiednim miejscu;
- cyklicznie sprawdzać stan techniczny przewodów, osłabione węże należy wycofać z użytku i zniszczyć, opcjonalnie wstawić nowy odcinek.
Przewody należy przechowywać
- zwinięte w kręgi położone na drewnianych podestach w stosach o wysokości nie przekraczającej 0,5-1 metra.
- powieszone na odpowiednich uchwytach zabezpieczających węże przed zgniataniem.
- w temperaturze od +5oC do +25oC i nieznacznej wilgotności (należy zwracać uwagę, aby nie następowała kondensacja pary wodnej na powierzchniach węży gumowych).
- w pomieszczeniach pozbawionych oparów kwasów, zasad,i rozpuszczalników organicznych, jak również olejów i smarów oraz paliw płynnych.
- promienie UV i silne światło elektryczne wpływa szkodliwie na gumęi PCV. Z tego względu w pomieszczeniach magazynowych, szyby powinny być zasłonięte.
To tyle pozdrawiam
Obciąganie ściernic, to inaczej nadanie ściernicy należytego, użytkowego obrysu i przywrócenie jej właściwości skrawających. Czyli potocznie mówiąc wyrównanie i naostrzenie. Mamy, więc dwie operacje:
W przypadku koksu możemy jedynie wyrównać ściernicę,
Przeciwnie zaś obciągacze diamentowe to urządzenie dwa w jednym.
Pierwszą operację można przeprowadzić za pomocą osełki sporządzonej z nadzwyczaj grubego ziarna 98C. Taka osełka zwana potocznie koksem do obciągania ściernic, ma za zadanie wygładzić powierzchnię ściernicy. Koks nie ostrzy ściernic, a to z tego prostego powodu, że równając powierzchnię kruszy ziarna i je tępi. Powierzchnia ściernicy po użyciu koksu jest gładka bez widocznych ostrych ziaren na powierzchni. Taką ściernicę trzeba by było naostrzyć. Można poczekać i standardowo ją używać, będzie wtedy trochę wolno szło i materiał ostrzony będzie się prędzej nagrzewał. Ogólnie można powiedzieć, że ściernice po użyciu koksu słabo biorą. Czym naostrzyć? Próbowałem kiedyć nader ścierliwych materialów ale nie zabardzo się to udało.
Drugi sposób dotyczy obciągaczy diamentowych lub borazonowych. Tu sytuacja jest odmienna. Raz, że takie obciągacze w przypadu majsterkowiczów po wielokroć przewyższają cenę ściernicy, a czasami i szlifierki stołowej. Dwa, że winno się używać przyrząd do obciągania. Szczególnie przy obciągaczach z jednym diamentem. Z ręki jest nader trudno to zrobić, albo inaczej tak się nie robi. Obciągacze na ogół występują w postaci jednego ostrza, wielu ostrzy lub w postaci krążka. Zamocowane są na specjalnych instrumentach dobranych do rodzaju szlifierki i wielkości ściernicy. Obciąganie to nie ostrzenie - http://www.poradniknarzedziowy.pl/
Ostrzenie ściernicy tak jak pisałem poprzednio ma za zadanie przywrócić powierzchni roboczej właściwości skrawające, poprzez odsłonięcie ostrych ziaren, wyłupanie i wykruszenie przytępionych lub usunięcie spoiwa i tym samym odsłonięcie ostrych ziaren.
Koksy są w większości wypadków wykonane z 98C- Węglika krzemu czarnego zawierającego on 98% SiC a reszta to zanieczyszczenia.

Wszechstronne wiertarki stołowe Bernardo i Dedra Proste w obsłudze i co najważniejsze przystępne cenowo. Jak wszystkie prawie wiertarki stołowe i te mają napędy pasowe. Taki napęd ma dwie fundamentalne zalety pierwsza to oczywiście możliwość zmiany obrotów. Jest może uciążliwa bo za każdym razem trzeba otwierać osłonę i przekładać paski na inne koła pasowe. Ale dzięki temu, mamy zawsze wykorzystane 100% mocy silnika, nic nie znika w elektronicznych ukladach. Druga zaleta to brak stałego połączenia z silnikiem. Jak nam się coś zakleszczy, np. wiertło w metalu albo otwornica to pasek będzie się po prostu ślizgał po kołach i mamy super sprzęgło, prymitywne ale skuteczne.
Krótki opis wiertarek stołowych Brenardo a szczegółowe schematy na stronie http://schematy-elektronarzedzi.pl/ :
Do warsztatów, lżejszego przemysłu, majsterkowiczów.
Pasowa przekładnia zmiany prędkości 12 do wyboru, 3-położenia dźwigni posuwu pionowego wrzeciona.
Regulacja wysokości stołu wzdłuż listwy zębatej za pomocą korby, przechył blatu w zakresie 45°-0°-45°, z wykorzystaniem podziałki kątowej, ponadto możliwość odchylania stołu na boki.
Wrzeciono łożyskowane kulkowo.
Nastawianie głębokości wiercenia z wykorzystaniem podziałki.
Krzyż laserowy do dokładnego wyznaczania punktu wiercenia. Bardzo fajna opcja!
Osłona ochronna wiertła z mikrowyłącznikiem, o regulowanej wysokości usytuowania.
Sprzedawane w komplecie z 16 mm uchwytem wiertarskim, trzpieniem do uchwytu wiertarskiego, klinem do wybijania wiertła i kluczami trzpieniowymi sześciokątnymi, silnikiem o stałej prędkości i klasie szczelności IP 44, Co oznacza klasa IP przeczytać można Tutaj.
3-żyłowym kablem zasilającym, oraz wyłącznikiem zwalnianym przy zaniku napięcia.

Najmniejszy z rodziny akumulatorowych szlifierek Dremel 7700. Zaopatrzony w akumulator niklowo kadmowy o mocy 7,2V. Lekkie, dopracowane narzędzie znajdzie zastosowanie w pracach amatorskich i rzemieślniczych. Służy do grawerowania, czyszczenia i znaczenia z zastosowaniem małych frezów i narzędzi polerskich.
Miniszlifierka Dremel 8000 to bardzo wygodne i dopracowane pod każdym calem akumulatorowe mikronarzędzie. Posiada bezstopniową regulację prędkości z górnym bardzo wysokim zakresem 35000 obr/min. Dzięki zastosowaniu akumulatora litowo jonowego można nim wykonywać pracę stale bez konieczności cyklicznego doładowania. Ponad to akumulator można bez niebezpieczeństwa uszkodzenia doładowywać w dowolnym czasie. Polecany do zastosowań profesjonalnych i amatorskich. Więcej opisów na stronie http://sklepdremel.pl/
Kolejna mini szlifierka Dremel 8100. Co nieco mniejszy silnik niż model 8000, ale także litowo jonowy, z całą pulą korzyści. Szlifierka utrzymuje moc przez długi czas pomimo braku ładowania, akumulator można naładować w godzinę. Ponad to Dremel 8100 został zaopatrzony w nakrętkę EZ znacznie usprawniającą zakręcanie i odkręcanie narzędzi. I płynną regulację prędkości.
W największym stopniu rozbudowane elektronarzędzie akumulatorowe Dremel 8200. Potężny silnik o dużej sprawności, plus akumulator o dużej pojemności z zabezpieczeniem elektronicznym, pozwoli na niezwykle wydajną pracę. Cięcie znacznych grubości lub frezowanie zgrubne nie będzie już stanowiło problemu. Dremel 8200 posiada jedno godzinną ładowarkę, bardzo fajny przełącznik obrotów i samohamujący silnik.

Cześć
Jesień to taki czas gdzie mamy bardzo mało czasu. A to za sprawą naszych dzieci, które rozpoczynają nowy rok szkolny.
Aczkolwiek zawsze znajdujemy czas, aby zrobić tych kilkanaście litrów soku. Zacznę od aroni. Nie będę opisywał samego krzaku i właściwości zdrowotnych owoców aroni, o tym można sobie przeczytać w mądrych książkach.
Sok z Aroni
Owoce zrywamy na początku września, jeżeli jest suche lato to można zerwać pod koniec sierpnia. My zrywamy jak pojawiają się pierwsze uschnięte owoce, to jest znak, że trzeba rozpocząć zbiór. Po zerwaniu rzecz jasna płuczemy wszystko kilka razy i wrzucamy do garnka. Wlewamy wodę tak, aby nieco pokryła owoce i gotujemy. Samo gotowanie nie powinno trwać dłużej niż 15-20 minut. Jeszcze gorące owoce wyciskamy na prasie śrubowej. Taka prasa pozwala uzyskać sok niezapowietrzony i jest nad wyraz efektywna. To, co pozostaje po wyciśnięciu to placki lekko wilgotnych owoców.
Wyciśnięty sok mieszamy z cukrem, buraczanym w stosunku 1 litr soku - 1 kg cukru. Taką proporcję stosujemy od lat do różnych soków i nigdy się nie popsuły. Jeżeli chcemy sok wykorzystać powiedzmy w ciągu 2-3 tygodni to można dodać mniej cukru. Wtedy trzeba go przechowywać w lodówce, żeby nie fermentował.
Po rozpuszczeniu cukru przelewamy do słoików lub butelek i pasteryzujemy dwadzieścia minut. Tak zrobiony sok przechowujemy w ciemnym pomieszczeniu. Pomysł zaczerpnięty z bloga o zdrowym jedzeniu http://wedlinydomowerafala.blogspot.com/

Nóż od setek lat służy człowiekowi i stale mamy z nimi ten sam problem. Po jakimś czasie staje się nieostry i miast kroić to gniecie i miażdży, lub po prostu ślizga się po powierzchni krojonej. To prawda, nawet najdroższy nóż prędzej czy później się stępi. Kupując nóż musimy pamiętać o jego konserwacji, nie licząc mycia powinno się go regularnie ostrzyć. Lepiej często i delikatnie niż rzadko. Idealnie było by przed każdym użyciem kilkakrotnie przeciągnąć ostrze po ostrzałce.
Czas, więc na praktykę jak ostrzyć.
Pierwsza sprawa to, jaki nóż pragniemy naostrzyć i jaki jest pierwotny kąt ostrza.
Jeżeli nóż jest tani to nie ma, co kombinować kilka razy przejedziemy na ostrzałce i to wystarczy. Jeżeli nóż jest cenny to należy w trakcie ostrzenia zachować pierwotny kąt. Nie polecam samemu ostrzyć noży ceramicznych są niezwykle twarde i tylko ostrzałki diamentowe dają sobie radę.
Noże zależnie od zastosowania ostrzy się pod różnorakimi kątami. Jeżeli nóż potrzebny jest do krojenia miękkich rzeczy, jak owoce, można naostrzyć go pod niewielkim kątem 15-17 stopni. Jeżeli nóż ma być wielozadaniowy i dłużej utrzymać ostrość można ostrzyć pod większym kątem 23 stopni. Do ostrzenia noży używamy ostrzałkę ceramiczną, ostrzałki diamentowe lub tzw. gotowe komplety ostrzące. Ostrzałki ceramiczne mają najczęściej dwa gatunki ziarna jedno zgrubne drugie drobniejsze. Za to diamentowe to najczęściej kilka granulacji.
Pracę zaczynamy od grubego ziarna(150-200) a kończymy na drobnym(240-600). Noże ostrzymy pod identycznym kątem, względem płaszczyzny ostrzałki. Jeżeli nie mamy wprawy to można trzymać kciuk między kamieniem a grzbietem noża do prowadzenia jednakowego kąta. W trakcie ostrzenia należałoby wypłukiwać urobek, co jakiś czas płukać ostrzałkę w wodzie lub bezustannie ją polewać. Zabieg ten ma na celu wypłukanie urobku i powoduje, że ostrzałka sie nie zapycha.
Pamiętamy ostrzem stale w obu kierunkach, kierunkiem posuwisto zwrotnym i prostopadle do ostrza. Nie trzeba się obawiać przesuwania noża po ostrzałce pod włos.
Komplety ostrzące to gotowe rozwiązania dla bardziej zaawansowanych. Przed zakupem najlepiej obejrzeć jakiś film z instrukcją lub poczytać na forum knives. Naczelną zaletą takich kompletów jest gotowe, przemyślane rozwiązanie ostrzenia, wadą wysoka cena. Nie każdy wyda kilka stów na ostrzenie noża za parę dziesiąt złotych. Jeżeli mamy nóż za kilkaset to warto.
Jeżeli nie chcemy bawić się ostrzałkami płaskimi lub zestawami można skorzystać z ceramicznej ostrzałki krążkowej. Jest to tania, prosta wersja, i nadzwyczaj skuteczna. Przeciągamy kilkakrotnie nóż po krążkach w tył i przód. Ostrze noża nie jest, co prawda wypolerowane i szybciej będzie się nam zużywał, ale każdy laik lub pani domu (niemogąca doprosić się swego męża o naostrzenie) na pewno nie będzie biadać na tępe noże. Nie polecam ostrzałek krążkowych diamentowych lub stalowych. Te pierwsze frezują nóż a te drugie to nie wiem, co czynią, ale na pewno nie ostrzą w pełnym słowa znaczeniu. Take same zdanie ma autor w http://amarantus72.dudaone.com/blog
Na koniec dorzucę jeszcze dwie uwagi. Pierwsza to, aby pamiętać, żeby nie przetrzymywać noży luźno wepchniętych do szuflady lub zlewu. Często się zdarza, że ostrze w trakcie otwierania i zamykania szuflady uderza w inne sztućce i tępi się, poza tym to niebezpieczne i może pojawić się krew. I druga uwaga to krajać należy zawsze na miękkim podłożu, deska z drewna lub deski z tworzywa. Przestępstwem jest krojenie ostrym nożem na ceramicznym talerzu lub na stalowym półmisku.

Hej
Mamy obecnie mnóstwo różnych nowości, nie wiem czy to powiązane jest z kryzysem. Bo chodzi o to, że trzeba produkować nieprzerwanie coś nowego, żeby nie wypaść z obiegu. Na ogół firmy modernizują wygląd, albo jeden czy kilka parametrów i mamy nowy super funkcjonalny towar. To taki trend bo notoryczne zmiany to ruch w interesie i zysk. W takim wypadku kupujący jest zmuszony na doświadczalny wybór i jedynie sprawdzenie nowego produktu, może nam odpowiedzieć czy mamy do czynienia z nowinką techniczną czy tylko z metamorfozą nazwy i designu.
Ale wracam do tematu, Bosch wypuścił nowy produkt młoto wiertarka GBH 2-28 DFV. Niezależnie od zmiany nazwy i wyglądu, mamy nowe parametry, czyli: 850W co przekłada się na przyrost energii pojedynczego udaru. Czyli z 2,8J na 3,2J, czy to mało czy dużo zależy, do czego będziemy wykorzystywać, jeżeli do wiercenia pod ocieplenie wiertłami sds plus o średnicy 10mm to nie ma to większego znaczenia. Może z wyjątkiem tego, że urządzenie będzie mniej obciążone. Tymczasem jak w ręce złapie taką młotowiertarkę instalator i wsadzi wiertło sds plus dajmy na to 20 mm i długie na 500mm to już będzie wiedział, za co zapłacił. W takim przypadku taka moc i energia udaru są niezwykle przydatne.
Tekst z strony http://narzedziowy.cba.pl/
Oprócz tego młot GBH 2-28 DFV został wyposażony w sprzęgło przeciążeniowe, szczotkotrzymacz zmieniający obroty przy zachowaniu 100% mocy na lewych obrotach. I jeszcze uchwyt z redukcją wibracji. Czy to jest istotne może powiedzieć pracownik, który wierci całą dniówkę a później nie może utrzymać kubka z soczkiem, bo mu sie tak ręka trzęsie.
Cena jak można sie domyślać wyższa od modelu poprzedniego, ale tak to jest.

Cześć
Dziś o kostce do czyszczenia papieru ściernego, to znaczy jak wyczyścić pas bezkońcowy.
Nader często zdarza się w trakcie szlifowania taśmą bezkońcową, że papier się zamula. I nie ma tu znaczenia czy używamy szlifierki taśmowej ręcznej, popularnie nazywanej czołgiem, czy szlifierki stacjonarnej. Długość taśmy nie ma tu znaczenia. Podczas szlifowania drewna, nade wszystko tego z żywicą, czyli iglastego. Zalepiają się wówczas przestrzenie między ziarnami. Zawiązuje się taki spiek żywicy i pyłu, który nagrzewa ziarna, przez co stają się w wyższym stopniu podatne na stępienie. Oprócz znacznie spada efektywność szlifowania. W przypadku szlifowania stali skorodowanej, elementów stalowych z powierzchnią lakierniczą lub mokrych, czy wilgotnych detali, sytuacja jest analogiczna. Brud, olej, farba, woda miesza się z opiłkami metalu i zalepia płótno. Taśma bezkońcowa przestaje brać i błyskawicznie się nagrzewa. W przypadku obróbki metali taśmą bezkońcową dodatkowo nagrzewa się materiał a to może być bardzo niekorzystne. W takim wypadku najczęściej taśma bezkońcowa nadaje się tylko do wymiany lub jeżeli ziarna nie zostały przytępione można użyć kostki do czyszczenia papieru ściernego. Jest to kawał miękkiego tworzywa, który przyciskamy na pas bezkońcowy i powstaje nam taki glut, który zbiera brudy. Efekt jest więcej niż zadowalający.
Kostkę można trzymać zamkniętą szczelnie w worku, wtedy nie stwardnieje. Jak będzie twarda to trochę starci z swoich właściwości. Ja mam ją już około 1 roku i wciąż super działa.
Kosteczkę można kupiś w sklepie https://domtechniczny24.pl/kostka-do-czyszczenia-papieru-%C5%9Bciernego-quickwood.html

Hejka
Konkretna firma z Polski. Maszyny do płytek to podstawa dla glazurnika, w szczególności współcześnie, krajowi klienci są nadzwyczaj wymagający, czasem do przesady. A być może powinienem napisać w znaczącej ilości do przesady, patrzą na płytki pod kątem grafiki komputerowej. Kiedy coś nie gra o milimetr to od razu monstrualne halo i nie chcą wynagradzać, tak jakby zależało od tego ich byt i zdrowie. To nienormalne, ale cóż z klientami się nie debatuje, bo delikwent nasz pan. Kiedy glazurnik ma do położenia trochę kosztownej glazury, to znacząca sprawa, aby było całość równo pocięte.
Chińskie tanie maszynki do płytek w większości tną po łuku, i istnieje nadal dylemat z odległością kółka przy cięciu od płytki. Bez wątpienia jak się rurki ugną to energia docisku jest mniejsza i nóż się ślizga i nie tnie. Pomino tego, następująca sprawa to Chinole jak sprzedają kółko o wymiarze 16 mm to takie kółko pod żadnym pozorem nie ma pełnego rozmiaru. Może mieć 15mm z hakiem, i już brakuje 1 mm. Walmer sprzedaje kółka 16mm i one mają 16 mm współgrają do maszynek MGŁ, MGŁN i MG https://domtechniczny24.pl/r%C4%99czne-przecinarki-do-p%C5%82ytek.html
. Poza tym w maszynkach MGŁR gdzie można montować noże 8 mm, 10mm i 12mm, mamy opcja regulacji wysokości noża, tak jak przystało na rasowe maszynki do płytek. Tu nie odstają od takich marek jak Rubi czy Kaufmann Topline ( topline 630, topline 720, topline 920, topline 1250)
Następująca sprawa to prowadnice i uchylne gumowane podstawy, wszystko jak należy, a i jeszcze te wzmocnienia poniżej linią cięcia, tak jak w profesjonalnych to sztywny profil, a nie dziadostwo wytłoczenie z blachy.
Prowadnice w droższych wzorach, (ale nie drogich) są na łożyskach, podstawy z grubej blachy metalowej, zresztą czuć to przy masie maszynek, są ciężkie jak cholera. Takie krajowe gniotsa nie łamiotsa.
Większość rodaków utyskuje na recesję, ale jak ten recesję ( nienaturalny, ale to kwestia na wiele godzin ) pokonać w kraju jak nie wspieramy rodzimych spółek?
Szczyptę patriotyzmu rodacy. Powiedzenie dobre…bo…z.ukochanej-polski funkcjonuje jak coś jest w rzeczy samej wyborne, a maszynki do płytek Walmer są takie.
Problem z płytkami gresowymi na ścianie

Witka
Teraz cokolwiek o takiej banalnej rzeczy jak zawieszenie półki – tak to można pewnie określić w kabinie prysznicowej. Małżonka zamyśliła wymienić starą zardzewiałą na nową niby nierdzewną, ale coś mi się wydaje, że za taką małą cenę to jest widać produkcja nierdzewno podobny, czas pokaże. Bez znaczenia generalnie przygotowałem się jak zawsze profesjonalnie do takiej operacji, czyli gąsior piwa raciborskiego, wykrywacz przewodów, wkrętarka i wiertło do wiercenia bez udaru. Zaznaczyłem poziomicą pion, przewodów pod płytkami nie było i zaczynam wiercić, a tu niespodzianka. Wiertełko ślizga się jak ja w ostatnim czasie na lodowisku. Przypomniałem sobie, że szare płytki na ścianie były chyba gresowe, jak bym wiercił 50 cm dalej to tam są zwykłe szkliwione. No i co teraz? Udaru nie włączę, bo płytki popękają, a i tak niewiadomo czy by się udało przecież taki gres to strasznie twardy. Z tej przyczyny powiedziałem sobie, że już przenigdy nie dam się przekonać na gres w łazience. To jest bez sensu, mrozoodporne płytki na ścianę, i jeszcze o twardości takiej, że jak bym je dał na podłogę to się nie zetrą przez 1000 lat. Tylko szkliwione do wnętrz, no chyba, że kwestia koloru.. No dobra, ale problem pozostaje, jedyne wyjście to wiertła diamentowe.
Są dwa typy: takie z nasypem diamentowym np.: wiertła diamentowe do gresu Graphite, lub dużo droższe z segmentem diamentowym dopasowane do adaptera, który podaje wodę, np.: wiertła do gresu Rubi. Woda w Rubi jest podawana pod ciśnieniem wężykiem i przez środek wiertła, ochładza i wypłukuje urobek. Pierwsze Graphite z nasypem wiercą w gresie circa 10 - 11 otworów, a te Rubi to setki. Mnie potrzeba wywiercić tylko 4 no i może jeszcze później kilka. Więc wziąłem Graphite 8mm. Takie wiertło powinno pracować na mokro i z prędkością nie większą niż 200-400 obrotów na minutę.
Więc do wiercenia tylko wkrętarka akumulatorowa. Jak się wierci w podłodze to nie kłopot, bo wystarczy z plasteliny ulepić taki wał i wlać tam niewiele wody, gorzej jak to jest ściana, wtedy albo adapter do otwornic, albo wężykiem z kranu polewać, trochę się nabrudzi. Czynność trwała całkiem długo, bo taki otwór to się robi z kilka minut, ja się nie spieszyłem, grunt, że wyszło. I jeszcze nieco o technice, zaczynamy wiercić pod kątem – wcinamy się najpierw jedną stroną a potem zagłębiamy wiertło w całości pod kątem 90 stopni. I gotowe, półka utwierdzona, kabina uprzątnięta, piwo wypite, można zażywać ablucji.
Pozdrawiam serdecznie i dziękuję za zgodę na udostępnienie posta autorowi strony - http://blacharadzi.doodlekit.com/
Jaką wiertarkę wybrać do domu a jaka do firmy

Hejka
Najważniejszym elektronarzędziem w warsztacie jest ręczna wiertarka. Przygotowując się do zakupu winnyśmy odpowiedzieć sobie na zapytanie, do czego będziemy to narzędzie wykorzystywać i jak często. Znaczącym kryterium jest również cena. Przeważnie utarło się, że wiertarki ręczne dzieli sie na profesjonalne i hobbystyczne, jest to trafny podział, ale nie do końca adekwatny. No, bo co to oznacza profesjonalne, czy takie, na których jest zapisane Professional, albo inne angielskie ładnie dźwięczące słowo?
Ja sugeruję państwu podział na markowe ( Bosch, Makita ), chińskie dobrej jakości i chińskie standardowej jakości. Mało który sprzedawca jest taki otwarty jak ja, ale nie o to chodzi, bo czy np. chińska maszyna zrobiona w fabryce Boscha to jest chińska czy może nie?. Chińczycy współcześnie szokują świat jakością, bo proszę pamiętać, że jakość to technologia i cena, a nie kraj pochodzenia.
Przed zakupem odpowiadamy sobie na pytanie, do czego będziemy wykorzystywać wiertarkę?
Prace amatorskie to takie gdzie nie mamy ściśle określonego celu, przeznaczenia dla wiertarki. Czasem trochę otworów w ścianie, może kilka w metalu i drewnie, a po czym leży miesiąc i wyczekuje na swój czas. Albo jest robota, jakiś mały remoncik i odkładamy ją na pół roku, to jest użycie amatorskie. Ilość roboczogodzin takiej wiertarki jest mała i w związku z tym, jakość i żywotność jest najniższa.
Hobbysta to człowiek, który tak jak kobieta ubustwia malować się, on lubi coś fabrykować w wolnych chwilach, czasami dużo czasami mało, ale regularnie.
Profesjonalista bardzo intensywnie eksploatuje narzędzie, swego rodzaju zarzynacz sprzętu, chce żeby narzędzie było wieczne, żeby nie trzeba było nic przy nim robić ( prace konserwacyjne i serwisowe) a najodpowiedniej jak by samo pracowało 24 godziny na dobę.
Tego rodzaju prosty podział sam pokazuje, jakie atrybuty wytrzymałościowe i jakościowe mogą mieć wiertarki. Jak wybitnie to zależy od przeznaczenia. Nie znaczy to jednak, że majsterkowicz czy hobbysta poczyni nietrafnie jak kupi se narzędzie z wyższej półki. Wręcz przeciwnie, profesjonalne elektronarzędzia są bardziej niezawodne, mają lepsze parametry pracy. Ale na nieszczęście także wysoką cenę i ten fakt nas limituje, ale taka zasada: jak mamy kasę to nie oszczędzać im lepsze urządzenie tym bardziej wygodna praca.
A więc trochę o parametrach wiertarek.
MOC, ale użytkownicy lubią to coś, pierwsze pytanie to ile ma mocy? A jak np. do takiej wiertarki 500 W podłączymy 5 żarówek 100W to już mamy 1000W mocy. Jest to cecha bardzo istotny aczkolwiek pamiętajmy, że tani sprzęt nagminnie ma podane parametry z kosmosu i niekoniecznie musimy na takich opisach polegać. Firmy Bosch i Makita nie robią takich rzeczy tam moc odzwierciedla to, co może taka wiertarka.
Moc wiertarki jest kluczowa przy wierceniu otworów o znacznych średnicach w drewnie, metalu czy betonie. Wiertarki dla majsterkowiczów zaczynają się od 500W i kończą na 750W. Tymczasem profesjonalne zaczynają od 300W i kończą na 1050W ( Makita HP2050 ). Małe moce to dodatkowo mała masa wiertarki, jeżeli potrzeba robić otwory o średnicy 2 mm w tysiącach codziennie to waga narzędzia ma kolosalne znaczenie, co dokładnie opisuje - https://domtechniczny24.wordpress.com/
Z mocą łączy się przekładnia biegów. Jeśli wiertarka ma 2 biegi to na pierwszym ma niskie obroty, ale wielką moc, można ją wobec tego używać do wiercenia dużych otworów, mieszania kleju, itd. Wiertarki dla amatorów najczęściej nie mają przekładni 2 biegowej, bo jest to zbędne, podnosi koszty narzędzia.
Moc wyznacza również maksymalne średnice wiercenia. Przytaczane są oddzielnie dla metalu, drewna i betonu. Nie przystoi się jednak do końca sugerować tym, co jest napisane. Bo nawet najlepsza wiertarka, jeżeli ma podane maksymalne 13mm wiercenie w metalu i będziemy wiercić tylko 13ką to szybko rozwalimy taki sprzęt. Maksyma jest taka: maksymalne średnice tylko sporadycznie, zawsze najodpowiedniej zachować margines bezpieczeństwa i wiercić poniżej dopuszczalnych.
Udar, to inaczej ruch posuwisto-zwrotny wiertła, używany do wiercenia przepustów w betonie, cegle i kamieniu. Surowce mineralne nie da się skrawać, da się tylko kuć i taką funkcję wykonuje wiertło do kamienia, jest zaostrzone jak grot, kuje i usuwa urobek. Pomnij amatorze, nie włąnczaj udaru do drewna i metalu!!. Pamiętam jak swego czasu sprzedałem dobre wiertło do metalu Baildon 12mm i po jakimś czasie chłopisko przychodzi i ukazuje zupełnie zaokrąglone wiertło i mówi, że to jakaś Chińszczyzna i nawet z udarem w stali nie wierci!!!! Nie da rady udar tylko do surowców mineralnych. Udar może być mechaniczny i pneumatyczny. Ten pierwszy polega na zastosowaniu dwóch zębatek, które przy dociśnięciu wiertła poczynają zazębiać sie i wiertło podskakuje, taki udar jest słabszy i zależy od naszego docisku. Można nim wykonać otwory z rzadka nie seryjnie, w związku z tym używany jest w wiertarkach amatorskich, aczkolwiek profesjonalne wiertarki Makita HP też go mają. Następny udar to pneumatyczny ( młotki Bosch GBH, Makita HR ), tutaj w wiertło SDS plus lub MAX naparza kowadełko wprawiane w ruch przez poduszkę powietrzną. To tak w skrócie. Takim udarem robi sie rewelacyjnie, nie jest wskazane nadmiernie mocne dociskanie, bo możemy zdusić udar. Wiertarki z udarem pneumatycznym stosuje się tylko do wiercenia w materiałach mineralnych, nie nadają się do metalu i drewna (tylko sporadycznie). A i jeszcze młotowiertarki maja opcję wyłączenia obrotów i pracy tylko na udarze, stosowaną do lekkiego podkuwania SDS Plu lub wyburzania ścian - SDS MAX!
Dalej trzeba wspomnieć o regulacji obrotów i zmianie kierunku obrotów. Jest to teraz standard, spotykany w wszystkich wiertarkach amatorskich i dużej mierze w profesjonalnych. Regulację obrotów uzyskuje się podając mniejszy prąd, i tutaj UWAGA! niezwykle istotna sprawa: im mniejsze obroty tym mniejsza moc, proszę nie myśleć, że jak damy 400 Obr/min w wiertarce 500W to będziemy mogli se wkręcać śruby, nic podobnego. W takim przypadku możemy mieć 100W i znaczne prądy na wirniku, jeżeli taka wiertarka będzie długo tak pracować to spalimy wirnik!! Druga sprawa to zmiana obrotów, tutaj są dwa techniki, elektroniczny - standard i na szczotko trzymaczach - profesjonalne. Jeżeli zmienimy na szotko trzymaczach to zazwyczaj mamy 100% mocy, tymczasem elektronicznie znacznie mniej na lewych obrotach.
Dalej uchwyt wiertarski:
Kluczykowy, jak wiadomo najmniej zawodny i uniwersalny do stali i betonu. Samozaciskowy, przede wszystkim do stali i drewna, a w profesjonalnych modelach także do betonu, tylko trzeba pamiętać, że jak wiercimy w suficie i urobek leci nam na głowę to także część wpada do uchwytu i czasami oznacza jego koniec. Można wtedy zastosować gumowe kielichy do wiercenia w sufitach.
Nie będę się rozpisywał o blokadzie obrotów i ustawianiu maksymalnych obrotów, bo to teraz norma.
Markowe wiertarki Bosch i Makita mają coraz częściej zabezpieczenia elektroniczne i mechaniczne przed przeciążeniem, co prawda płaci się za to więcej, ale niekiedy warto. Polega ono na pomiarze prądu lub temp. wirnika i jeżeli parametry są przewyższone to następuje odłączenie zasilania.
Niesłychanie ważką sprawą niezwiązaną bezpośrednio z elektronarzędziem jest gwarancja. Dla amatora i profesjonalisty to istotna sprawa, warto popytać. My mamy elektronarzędzia firm, które nie boją sie odpowiedzialności i dbają o dobrą, jakość serwisu, ma na myśli Boscha i Makitę, choć DWT nie jest gorsze.
To na razie tyle, jak znajdę czas napiszę trochę o osprzęcie, do wiertarki bez niego są bezużyteczne.
Na ile mogą nam zaszkodzić dezodoranty
Dezodoranty szkodzą, czy nie?
Nie używam tego wynalazku, i co capię, może nie pachnę tak intensywnie i to wsio. Ale zadajcie sobie pytanie, z jakiego powodu człek śmierdzi pod pachami, z jakiej przyczyny male dzieci nie śmierdzą? No chyba, że zrobią, k…ę ale to inna historia. Pierwsza rzecz to, co to jest pot? Jaką funkcję spełnia w naszym organizmie przez miliony lat tworzony przez ewolucję i po co natura zaopatrzyła nas w taki mechanizm? Oprócz dostosowywania ciepłoty ciała, z potem wydalamy toksyny, kwas mlekowy, nadmiar sodu, mocznik. To tak w ogólności. Czyli pocenie się jest jednym z sposobów organizmu na czyszczenie. Nieprzyjemny zapach ma dwa podłoża, naczelny naturalny to rozkład potu przez bakterie, drugi nieprzyjemny zapach potu sam w sobie ( ogromna ilość toksyn i zakwaszony organizm).
A co sprawiają dezodoranty? Abstrahując od tego, że zawierają perfumy to mają jeszcze całą górę specyfików chemicznych, które wywołują zasklepienie porów potowych. Czyli takie korki, albo zakrętki. Wszystko, co organizm w przyrodzony sposób chce wydalić na zewnątrz pozostaje w środku. To tak jakby przy rozwolnieniu zatkać sobie odbyt i problem z głowy nic nie capi, fajnie nie? Jedynie jony srebra, lub srebro nanocząsteczkowe nie wydaje się być szkodliwe, i coraz to częściej pojawia się w dezodorantach i w innych produktach np: nanomax do łazienek https://domtechniczny24.pl/nanomax-do-czyszczenia-łazienek.html
Trucizny jednak nadal krążą w ustroju, temperatura ciała nie jest korygowana prawidłowo, nie mówiąc już o chemikaliach przenikających z dezodorantów do organizmu. Ostatnimi czasy przeczytałem o badaniach pani dr Philippa Darbre. Analizowała ona zawartość tkanek raka piersi, i okazało się, że zawierają one spore liczbie trujących środków konserwujących - parabenów, które wciąż powszechnie używane są w kosmetykach. Może to być jedno z realnych czynników zwiększających niebezpieczeństwo zachorowalności kobiet na raka piersi, macicy, i nawet raka skóry.
Wybór powinno się do nas, myć się, co dziennie kilka razy pod pachami (najlepiej wodą), zdrowo żywić albo wykorzystywać chemię i zaledwie ładnie pachnieć i posiadać białe i czarne koszulki bez plam.
Miłego dnia
Polska cyna do lutowania

Firma Cynel działa na polskim rynku od ponad 25 lat. Produkuje wysokiej, jakości spoiwa lutownicze.
Stosuje w tym celu najczystsze osiągalne surowce oraz wyjątkową na skalę światową procedurę wysokociśnieniowej obróbki stopów metali. Na uwagę zasługuje fakt, że technologia ta została opracowana w Polsce - w Polskiej Akademii Nauk - i jest z powodzeniem komercyjnie wykorzystywana przez polskie przedsiębiorstwo. Jest to wzorcowy przykład współpracy nauki i biznesu.
Jakość spoiw lutowniczych wielokrotnie została uznana i nagrodzona przez klientów.
Najbardziej popularne i znane spoiwa lutownicze to:
Spoiwo lutownicze S-Sn97Cu3 jest stopem wyprodukowanym w pierwszym wytopie cyny i miedzi wg. z PN EN 29453-24. Przeznaczony do lutowania w wyższych temperaturach, także przy lutowaniu płomieniowym instalacji miedzianych, oraz w tyglach lutowniczych.
Spoiwo lutownicze S-Sn99Cu1 to stop wyprodukowany w pierwszym wytopie cyny i miedzi zgodnie z PN EN 29453-24. Popularny lut miękki, przeznaczony, jako nisko kosztowy wymiennik dla spoiw cynowo ołowiowych.
Spoiwo lutownicze S-Sn60Pb40 wyprodukowane w pierwszym wytopie cyny i ołowiu zgodnie z normą PN EN 29453:2000, w ciągłym procesie odlewania bez dostępu powietrza, następnie wyciskany, co zapewnia likwidację występowania tlenków.
Spoiwo lutownicze S-Sn60Pb40 ma zastosowanie głównie w przemyśle elektronicznym, do produkcji standardowych urządzeń i podzespołów elektronicznych, elektrotechnice oraz do lutowania układów z pokryciami cynowymi, cynowo-ołowiowymi, kadmowymi, cynkowymi i srebrnymi.
Tekst ze strony - http://blog.domtechniczny24.pl/
W ofercie firmy Cynel znajduje się także szeroka i zróżnicowana gama topników wspomagających procesy lutowania w różnych środowiskach technologicznych. Należą:
Pasta Cynel-1 jest wytwarzana na bazie kalafonii z aktywatorami organicznymi. Zawiera aktywny topnik 1.1.2.C wg PN EN 29454. Bardzo dobrze nadaje się do lutowania nawierzchni cynowanych, miedzianych, mosiężnych, niklowanych, pobielania końcówek przewodów itp. W uzasadnionych przypadkach pozostałości pasty można usunąć terpentyną.
Topnik lutowniczy Cynel-Cu ma postać żelu, zawiera mieszaninę soli organicznych (wg PN EN 29454 oznaczenie 3.1.1).
Zastosowanie Topnika Cynel Cu. Topnik przeznaczony do stosowania przy lutowaniu miedzianych instalacji hydraulicznych. Zadaniem jego jest ochronić beztlenowo powierzchnię rury miedzianej i kształtki podczas ogrzewania do temperatury roboczej, aby zapewnić w ten sposób zwilżenie kształtki stopem lutowniczym. Topnik Cynel-Cu jest rozpuszczalny w wodzie, co upraszcza usuwanie pozostałości topnika po lutowaniu.
Sposób użycia Topnika Cynel CU
Powierzchnie rur i kształtek wyczyścić do czystego metalu niemetalicznym czyścikiem.
Po oczyszczeniu wytrzeć powstały pył.
Na oczyszczoną końcówkę rury nanieść delikatną powłokę topnika Cynel-Cu tak, aby pokrył całą przeznaczoną do lutowania powierzchnię.
Koniec rury wsadzić w kształtkę aż do oporu.
Rurę i kształtkę podgrzać równomiernie aż do uzyskania temperatury roboczej na całej żądanej powierzchni. Płomień palnika utrzymywać skośnie do rury w kierunku kształtki.
Resztki topnika przemyć wodą a wnętrze instalacji przed użyciem również przepłukać wodą.

Kłaniam się
Dzisiaj mi przypadła niesłychana fucha, czyli koszenie trawnika. Choć mam nieco inną opinie na temat ścinania trawy. Nie jest to do końca dobra sprawa, jeżeli chodzi o mikro środowisko naszych małych zielonych wysepek, a mianowicie nie pozwala do zakwitnięcia roślin. Ucierpią na tym owady, pszczoły, bąki i inne. Dalej powodujemy, że nasze trawniki zamieniają się w monogamiczne uprawy bez rozmaitości. Ginie przez to mnustwo roślin, ziół. Coraz to mniej jest prawdziwych przydomowych ogródków z ich dawną rozmaitością . Dobra, ale nie o tym miało być, miałem nabazgrać o koszeniu trawy a w istocie o wymianie kółek do kosiarki. Ale po kolei.
Paliwo było, olej również, więc odpaliłem kosiarkę i po kilku minutach pchania zrezygnowałem. Coś trudno szło, powodem były koła kosiarki, a w zasadzie to, co po nich zostało. Zdecydowałem je zastąpić nowymi, i tu zrobiłem rozeznanie, oryginalne nie wchodziły w grę, bo kosiarka nabyta gdzieś tam, więc wybrałem punkt sprzedaży z kółkami. Mieli dobre polskie koła do kosiarek z łożyskami albo bez. W sumie taka sama konstrukcja tyle, że te bez łożysk były ślizgowe. Wybrałem dwa większe koła na tylnią część z łożyskami i dwa mniejsze bez łożysk na część przednia kosiarki. I nabyłem jeszcze trzpienie do mocowania, bo stare były ogromnie pordzewiałe. Nasmarowałem przednie koła na tulejach smarem litowym ( bo taki akurat miałem w garażu). I nuże na trawnik. Szło cudownie, te nowe koła w kosiarce są lekko szersze i lepiej się jedzie, jestem zadowolony tylko zapomniałem sprawdzić czy są ostre noże, więc trawa była trochę porąbana. Objawia się to tym, że po kilku dobach robi się trochę żółtawa na wierzchu.
Po koszeniu wyczyściłem kosiarkę, naostrzyłem noże na ściernicy, bo parę razy przejechałem na kretowinę i skończone. A i ostrzyć wskazane jest ostrożnie na szlifierce stołowej, bo można przyjarać noże, chyba, że mamy szlifierkę na wodę wolnoobrotową. Jeżeli nie to trzeba, co pewien czas chłodzić nóż w wodzie. I można odpocząć, w sumie uwielbiam zapach dopiero co skoszonej trawy.
Jako nowość dodam temat :
Żyłka do kosy , pojawiły się ostatnio żyłki z rdzeniem i cała masa żyłek skręcanych i karbowanych. Warto popróbować bo dodatkowe krawędzie tnące mogą wiele.

Witam
Obróbka skrawaniem stali nierdzewnych zawsze przysparza wiele problemów. Stal INOX jest ciągliwa i podczas pracy lepi się do gwintowników, wierteł. Skutkuje to odsunięciem krawędzi skrawającej narzędzia od obrabianego przedmiotu, bardzo szybkie nagrzewanie, często słychać charakterystyczny pisk. Przegrzane narzedzie tępi się i nie nadaje do dalszej obróbki. Wyjściem z tego problemu są specjalne narzędzia do obróbki stali nierdzewnej: wiertła kobaltowe, narzynki do stali nierdzewnej, gwintowniki do stali nierdzewnej INOX, frezy INOX i inne. Oprócz tego konieczne jest stosowanie specjalnych dedykowanych płynów do wiercenia i gwintowania nierdzewki np. TEREBOR.
Miałem niedawno możliwość przekonania sie na własnej skórze, co to znaczy nacinanie gwintu na szpilce z nierdzewki zwykłą narzynką i narzynką do stali nierdzewnej z użyciem Tereboru. W pierwszym wypadku zwykła narzynka zrywała zwoje, bardzo ciężko szło i gwint wyglądał tragicznie. W niektórych miejscach był zerwany nawet na połowie obwodu. Po niepowodzeniu użyliśmy do stali nierdzewnych i olej Terebor. Efekt był zupełnie inny, pełny gładki gwint szybko i sprawnie nacięty. Błąd polegał jedynie na tym, że krzywo zaczęliśmy, ale to sprawa wprawy i przygotowania czoła pręta.
Analogicznie ma się sprawa z gwintownikami do stali INOX. Wykonane są ze stali HSSE i posiadają geometrię i powłoki umożliwiające obróbkę stali nierdzewnych. Gwintowniki ręczne i wysokowydajne stosuje sie w obróbce stali nierdzewnych austenitycznych, stali nierdzewnych ferrytyczno-austenitycznych (duplex).
Występuje kilka rodzajów gwintowników zależnie od przeznaczenia ręczne HSSE i HSSE z powłoką TIN, oraz wysokowydajne, przeznaczone do pracy na obrabiarkach konwencjonalnych i CNC.:
Poniżej kilka ich typów:
Ręczne HSSE
Do otworów nieprzelotowych < 2,5xD
Gwintownik INOX R40 HL
Cechy gwintownika:
Supergładka i odporna na ścieranie powłoka HL,
Rowki spiralne 40
Opuszczenie stożkowe średnicy zewnętrznej gwintu
Wzmocniona konstrukcja
Materiał HSSE
Nakrój C (2-3xP)
Wykonanie wg DIN-371; DIN-376; DIN-374
Gwintownik INOX R40 OX
Cechy gwintownika:
Azotopasywowane OX
Rowki spiralne 40
Opuszczenie stożkowe średnicy zewnętrznej gwintu
Wzmocniona konstrukcja
Materiał HSSE
Nakrój C (2-3xP)
Wykonanie wg DIN-371; DIN-376; DIN-374
Do otworów przelotowych < 3xD
Gwintownik INOX B HL
Cechy gwintownika:
Supergładka i odporna na ścieranie powłoka HL
Rowki proste ze skośną powierzchnią natarcia
Materiał HSSE
Nakrój B (4-5xP)
Wykonanie wg DIN-371; DIN-376; DIN-374
Gwintownik INOX B OX
Cechy gwintownika:
Azotopasywowane OX
Rowki proste ze skośną powierzchnią natarcia
Materiał HSSE
Nakrój B (4-5xP)
Wykonanie wg DIN-371; DIN-376; DIN-374.

Witam, dzisiaj trochę o metodzie klejenia, łączenia sztucznych, za pomocą spoiw do plastyków i opalarek na gorące powietrze
Jeżeli chodzi o techniki scalania tworzyw sztucznych to można je podzielić na te, które dają się klejąc i na te, które nie dają sie skleić. Ja zajmę się tą drugą grupą. Nadmienię jedynie, że do tworzyw, które można łatwo skleić należą PVC, ABS, jeżeli nie mamy pewności czy dane tworzywo da się scalić to starczy na ściereczkę rozlać acetonu i subtelnie potrzeć w miejscu niewidocznym. Jeżeli tworzywo zostanie rozpuszczone to da się je kleić.
Znaczenie kleić wykorzystuję tutaj do trwałego połączenia. Można to robić używając klej na gorąco wyciskane z pistoletu do kleju na gorąco, łączą one faktycznie wszelkie materiały, ale w przypadku tworzyw takie spojenie nie będzie się charakteryzować istotnymi parametrami wytrzymałościowymi. Można stosować kleju topliwego na ciepło, w drobnych naprawach, przyklejaniu listew, zabawek, układaniu ikeban, w elektronice do łączenia przewodów do obudowy, czy innych niewymagających od spoiny znacznych parametrów wytrzymałościowych.
Wtrącę jeszcze o klejach rozpuszczalnikowych, dwuskładnikowych, cyjanoakrylowych i innych nowoczesnych. Te kleje zależnie od przygotowanej powierzchni również nie spajają na stałe tworzyw nie klejalnych, typu PP, PE. Ale jest to zagadnienie do odrębnego rozważania.
Zajmijmy się, w takim razie spajaniem tworzyw techniką spawania z użyciem nagrzewnic, opalarek do plastiku, i spoiw do plastików. Tą techniką można łączyć każde tworzywa termoplastyczne, tzn. takie, które pod wpływem temperatury topią się i twardnieją po schłodzeniu. Do takich tworzyw należą polipropylen PP, polietylen PE, polichlorek winylu PVC, akrylobutylostyren ABS, rzadziej polistyren PS, i poliamid PA.Tworzywa te są nader powszechnie stosowane w naszym otoczeniu, wiele elementów w maszynach do obróbki tworzywa, samochodach, elektronarzędziach i innych sprzętach jest wytworzona z tych materiałów. Nierzadko się zdarza, że ulegają one zniszczeniu, jeśli wymiana nie kosztuje dużo to lepiej się nie zastanawiać i kupić nową część, jeżeli natomiast część jest droga lub trudnodostępna, można wykorzystać spawanie. Spoiwo takie charakteryzuje się wysoką, jakością i estetyką. Można je później obrabiać, szlifować. Dzieje się tak, dlatego, że w czasie spawania zachodzi pomiędzy elementami łączonymi i spoiwem dyfuzja cząsteczek, a po wystudzeniu trwałe łącze. Warunkiem trwałej dyfuzji jest odpowiednia temperatura a spoiwo musi być z tego samego polimeru. Technologia ta polega na jednoczesnym podgrzaniu elementów łączonych i spoiwa, wybór temperatury jest przyporządkowany do rodzaju tworzywa:
PP około 250oC
PEHD około 300oC
ABS około 350oC
Ażeby mieć pełną kontrolę nad temperaturą poleca się używanie opalarki lub innymi słowy nagrzewnicy gorącego powietrza z dostrajana temperaturą a najlepiej z wyświetlaczem np. opalarki Steinem HL lub HG, nagrzewnica Bosch GHG. Należy napomknąć, że przegrzanie spoiny lub materiałów łączonych może wywoływać płynięcie spoiny w czasie łączenia i wadę wytrzymałości.
Ważne jest też, aby wszystkie elementy były podobnie uplastycznione, zatem trzeba używać spoiwa o podobnej grubości, co materiał łączony lub dobrać prędkość nagrzewania do szybkości uplastyczniania sie elementów. Kolejną istotna kwestią jest poprawne dociśnięcie spoiny, można to osiągnąć używając odpowiednie dysze do opalarek z języczkiem, którymi dociskamy spoinę.
I na koniec niektóre przykłady zastosowania tworzyw, jeżeli nie mamy pewności trzeba dokonać próby na niewidocznej części elementów łączonych.
PP - zderzaki i listwy samochodowe, obudowy, kołnierze, osłony, elementy tapicerki, filtry, rury odpływowe kielichowe, skrzynki akumulatorów, obudowy urządzeń.
PEHD - wanny, kosze, karnistry, zbiorniki, opakowania transportowe, wiadra, pojemniki, zbiorniki spryskiwaczy, zbiorników wyrównawczych, kanałów klimatyzacji i nawiewu.
ABS - obudowy komputerów, AGD, RTV, części samochodowych.

Rodzaje miniszlifierek Dremela.
Najmocniejszy i najbardziej rozbudowany wariant miniszlifierki Dremel 4000. Innowacją jest przełącznik obrotów, z elektroniką pozwalającą na optymalną moc nawet przy niskich obrotach. Wydajny silnik o dużej sprawności pozwoli na wykorzystanie większych tarcz, do cięcia i do szlifowania.
Najbardziej pewny model mini szlifierki Dremel 3000. Dopracowany przełącznik obrotów efektywny silnik o mocy 130 W, wiele sprzedanych egzemplarzy. Jest co prawda słabszy od modelu 4000, ale jeżeli potrzeba coś naprawdę niezawodnego to trzeba wybrać Dremel 3000. Tak jak do każdego modelu Dremela, pasują do niego dowolne przystawki i osprzęt.
Jeden z najstarszych modeli Dremel 200. Od tego się wszystko zaczęło. Model 200, został na jakiś czas cofnięty z sprzedaży, ale niechybnie cieszył się tak dużym uznaniem że firma zdecydowała się wprowadzić go na nowo. Poza tym ma perspektywę konkurować z tanimi mini szlifierkami. Zaopatrzony w silnik 125 W, daję radę w pracach grawerskich i z wałkiem giętkim.

Jak pociąłem grubą stal.
Dzień dobry dzisiaj temat z korzeniami w czasach komuny. Nie wszyscy będą pamiętać, co to.
Udało mi się w końcu pociąć stary, skorodowany nasz komin. Rodziciele wiele lat temu wybudowali szklarnię, taki za komuny był przykaz: na terenie rolniczym nie można było wybudować jedynie domu z trawniczkiem i kwiatami. Należało postawić jeszcze jakiś obiekt gospodarczy związany z rolnictwem czy ogrodnictwem. Miał to być ewidentnie budynek nie folia na pomidory. I tak zaczęła się historia moich rodziców z ogrodnictwem. Postawili szklarnię, kotłownię i wiadomo jak kotłownia to komin. Obecnie to jak coś wznosimy to najpierw jest projekt, pozwolenie i tak dalej a później kasa i materiały. Za komuny i tu trochę historii dzieci moje nie było takiego schematu. Komin w planach miał być murowany, ale ojczulek nie otrzymał przydziału cegły, ta co była starczyła ledwie na dom. Ale kombinowanie to podstawa, więc jak zaczęli budować ciepłociąg w naszej okolicy to załatwiło się trochę rur średnicy 400 mm. Stalowych oczywiście, po przyspawaniu kołnierzy można było ustawić komin. Odcinki przykręcone zostały śrubami. I tak komin stał sobie i rdzewiał przez wiele lat. Ale wszystko się kiedyś kończy.
Rdza zżarła spód tak, że nie było już w kilku miejscach w ogóle podstawy. Trzeba było, więc komin rozebrać, bo bałem się że jak mocniej zawieje to runie. Rozebrać chciałem co najmniej do połowy, bo mam dołączone moje palenisko do niego. Podjechał dźwig, przecięliśmy szlifierką kątową śruby i komin poległ na ziemi.
Dwa odcinki po 2,5 metra, grubość różnie, od około 15 milimetrów do 10 mm. Choć w niektórych miejscach było 10 mm stali i z 10 -15 mm rdzy. To dawało razem ponad 20mm. Przecinarka plazmowa Telwin ma rożne bajery i wymienioną maksymalną grubość cięcia 20 mm. I jest to parametr jak najbardziej prawidłowy, można nią ciąć takie grubości. Ale jak się przekonałem przy maksymalnym amperażu potrafi się nagrzać i wyłączyć. Z tego powodu powinno się ją ustawić nie na słońcu tylko raczej w cieniu i zagwarantować dobre chłodzenie. Po co ma słoneczko dodatkowo podgrzewać, przecinarka plazmowa nie plażowicz na plaży.
Część z komina zaplanowałem zużytkować pod kowadło i młot resorowy. Ale trzeba to wszystko pociąć, więc zebrałem się pewnego cudownego dnia, a słonko wtedy jeszcze tak ślicznie świeciło. Założyłem ciuchy robocze, maska przeciw pyłowa na twarz ( bo mam alergię) i do roboty. Na początku chciałem ciąć szlifierką kątową, ale taka ciężka rura leżąca na ziemi sprawiłaby mi kłopot. Na pewno prędzej czy później tarcza do cięcia by się zakleszczyła. Rura waży masę i to był dylemat. Więc pozostała mi przecinarka plazmowa. Moją plazmówkę mam od 2 lat i choć sporo mnie kosztowała to nie używałem jej za często. Raz wyciąłem z blachy nierdzewnej krążki do grilla innym razem podcinałem regały. Aby przecinarka plazmowa poprawnie działała trzeba zapewnić jej sprężone powietrze i to dużo powietrza, bo jak będzie za mało lub nie będzie odpowiedniego ciśnienia to zaraz dysza się przepali i nie pomoże preparat antyodpryskowy ani nic innego. Ja podaję powietrze wężem 12 mm, nie dławi on tak jak na przykład spiralne. Całość przed cięciem wyglądała tak:
Kredą naznaczyłem miejsce cięcia, punkt styku masy musiałem ostro przeszlifować tarczą listkową, bo było masę rdzy. Trochę się obawiałem czy plazma nie będzie szwankować z powodu rdzy, w niektórych miejscach były nawet skorupy do 10 mm!! Ale Telwin Plasma 60HF dał sobie radę w niecałe 20 minut pociąłem wszystko. Cięcia nie były za równe, jeżeli się tnie z ręki na powierzchni takiej jak rura a do tego grubości są różne to nie ma się czego spodziewać. Wyszło jak wyszło jestem zadowolony. Dysze do plazmy się nie zabrudziły, bo co jakiś czas psikałem sprayem przeciw odpryskom Spawmix. I nawet jak się coś przyczepiło do dyszy to szczotką mosiężną wszystko wytarłem do czysta. Pocięte fragmenty leżą sobie i czekają na wykorzystanie:
Część przyspawam do dawnego komina, z 2 odcinków zrobię cokoły napełnione betonem pod kowadło i młot resorowy. Na złom nie wywiozę trochę szkoda mi a może się na coś przyda.

Co to jest syntetyczny diament i do czego się go używa
Czołem
Dzisiaj nieco o diamentach, to będzie taki przedsłowie do opisu narzędzi diamentowych, głownie tarcz diamentowych i wierteł, ale o tym później.
Diament jest najtwardszym ze znanych minerałów, także pięknym i efektownym, węgiel w postaci krystalicznej, bo tym jest w rzeczywistości, który od dawna pochłania dusze i umysły wszystkich ludzi.
Charakteryzuje się nader małym współczynnikiem tarcia, ma najmniejszy współczynnik rozszerzalności termicznej, jest chemicznie obojętny i odporny na ścieranie, jest izolatorem elektrycznym i równocześnie bardzo dobrym przewodnikiem ciepła. Jest przejrzystyw widmie ultrafioletowym i podczerwonym. Ze względu na tak rzadkie właściwości znajduje zastosowanie, włączając w samej rzeczy zastosowanie jubilerskie, jako osłonowa powłoka diamentowa nanoszona na implanty stawów, w których zużywanie się ścierne ma fundamentalne znaczenie, czy zastawki serca człowieka, do szlifowania i docierania węglików spiekanych, drążenia skał, przeciągania drutów i prętów, obciągania ściernic ceramicznych, jako wgłębniki do pomiaru twardości i do pomiaru gładkości powierzchni, cięcia płyt wykonanych z szkła i ceramiki, obróbki ściernej szkła optycznego i zdobniczego, obróbki stopów nieżelaznych i ich stopów, obróbki tworzyw sztucznych, półprzewodników, materiałów ceramicznych, szlifowania brylantów i kamieni półszlachetnych, w narzędziach stomatologicznych i chirurgicznych. Niezmiernie uniwersalnie, materiał ścierny w postaci diamentu używa się do produkcji proszków, zawiesin, ściernic ze spoiwem żywicznym, metalowym, ceramicznym, ale także do preparowania preparatów mikroskopowych. Nas najmocniej interesuje zastosowanie umożliwiające nader dokładną obróbkę wszelkich znanych naturalnych i sztucznych materiałów. Tekst ze strony http://narzedziamoje.pl/
Diament w naturze powstał w skrajnych warunkach, na znacznych głębokościach pod powierzchnią ziemi w wyniku horrendalnego ciśnienia dochodzącego nawet do 70-80 ton na centymetr kwadratowy w temperaturze 1100 - 1300 stopni Celsjusza. Na nieszczęście, takie warunki powstawania diamentu determinują zarówno rzadkość jego występowania jak i jego wysoką cenę. Dlatego wyłącznie sztuczna synteza diamentu mogła dać produkt, który można by wdrożyć w sposób przemysłowy.
Pierwsze badania związane z syntezą diamentu nabrały rozpędu po tym jak niejaki Smithson Tennat odkrył, że diament jest postacią krystaliczną węgla pierwiastkowego, a stało się to w 1766. Później starano się w laboratoriach stworzyć porównywalne warunki, co w naturze. Pierwsze patenty należą do GE, którego naukowcy w 1955 roku wyprodukowali pierwszą partię syntetycznych diamentów. Synteza bazowała na zmianie grafitu w diament (zmiana obejmowała struktury geometrycznej) przy zastosowaniu ogromnych temperatur i ciśnień w obecności katalizatorów. W latach 80 tych wdrożono inną metodę CVD, polega ona na niskociśnieniowym wytwarzaniu diamentu syntetycznego z fazy gazowej. Technologia ta umożliwia nakładanie diamentu na duże powierzchnie. Diament taki posiada znaczną jednorodność struktury krystalograficznej i czystość chemiczną.
Obecnie, co roku produkuje się tony tego minerału, który niczym nie ustępuje prawdziwemu (oprócz ceny), a poza tym w warunkach nadzorowanych, jest możliwość produkowania ziaren o jednakowych parametrach, wielkości i struktury. Powszechność zastosowania go w technice wpłynęła znacząco na obniżenie jego ceny, a również ceny narzędzi z segmentami diamentowymi: tarcze diamentowe, wiertła diamentowe, ściernice diamentowe, i inne.
Przy produkcji narzędzi istotna jest klasa diamentu, im większe i bardziej regularne (zbliżone do naturalnego kryształu) ziarno diamentu, tym większe jego zdolności ścierająco-tnące. W zależności od zakresu zastosowania i rozmiaru narzędzia uzgodniono podział na ziarna w jednostkach mesh, który jest ilością oczek przypadającą na 1 cal. I tak: bardzo ogólna 8-12 mesh, ogólna 14-24 mesh, średnia 30-60 mesh, dokładna 70-120 mesh, bardzo dokładna 150-240 mesh, super dokładna 280-600 mesh. Takie dane znalazłem na stronie http://www.skleptechnika24.pl/
W technice budowlanej (beton, grani, marmur, gres, terakota i asfalt) wykorzystuje się przede wszystkim ziarna syntetyczne o wielkości 20 - 60 mesh. Wielkość tych ziaren uzależniona jest od rodzaju obrabianego materiału. Do materiału gruboziarnistego wykorzystuje się grubsze ziarno, do drobnoziarnistego drobne. Mniejsze kryształy diamentowe znacznie poprawiają, jakość cięcia, jego gładkość. Forma ziarna zależna jest dodatkowo od przybranej formy krystalicznej. Im bardziej doskonała, tym większa odporność udarowa kryształu.

Ręcznie klepane
Uczyniłem już kilkadziesiąt tłoków. Ale jeszcze mi mało, lecz dam sobie na wstrzymanie. Co za dużo to niezdrowo, muszę zając się następnymi wzorami. Kilka słów o samych tłokach, wykonuję je z stali NC10, wszystkie są w ostatecznej fazie produkcji hartowane selektywnie i odpuszczane. Tłoki a właściwie wzory to głównie ornamenty średniowieczne, zachowane wzorki na kawałkach skór pasów, toreb czy opraw ksiąg, wzory średniowiecznych tłoków, literatura i ikonografia. Z wzorami nie ma problemu w okresie XIII-XV w. była ich taka obfitość, że tylko brać i wybierać. Najciekawsze to wzory pozostawione na paskach odkrytych na terenach Polski, miast Hanzy i Prus. Inne to nowość u mnie - herby, jak sie doczytałem często były nimi przyozdabiane pochewki do noży różnego kalibru i przeznaczenia, (również rękojeści i okucia), oraz pochwy do mieczy, jedna nawet się zachowała, mam zdjęcie w swojej kolekcji, zresztą opisana jest u Oakeshotta. Herb jest jednak niewdzięczny, bo nie ma na nie klientów, wiadomo. A teraźniejsze rycerstwo to nie taka klientela jak przed latami, bida, że aż piszczy, takie czasy. Dla siebie zrobiłem tłok z herbem mojego miasta. Tłoki, które robię są na wstępie planowane w dwóch wersjach, negatyw i pozytyw, która wychodzi ładniej zostaje. Po wytrawieniu kwasem kształtów, rytuję frezami z węglików i frezami diamentowymi, do tego wykorzystuję Dremela 4000, z wałkiem elastycznym i uchwytem 3 szczękowym. Po grawerce tłok jest gładzony pastami na filcu i hartowany w oleju. Po hartowaniu odpuszczam. Tłoki nie robię na sprzedaż, moim założeniem jest wykonywanie pasków, a tłoki są tylko narzędziem. Jako że chcę, aby wszystkie moje wyroby były rzadkie to sam wykonuję wszystko, od modelu po ostateczny wyrób. Jedynie, co to skórę nie garbuje sam tylko kupuję z garbarni. Cała reszta to moje w 100% dzieło.

Kiełbasę i inne wyroby robimy według tradycyjnych receptur. Wszystko do domowego użytku bez fosforanów i innych świństw
Czołem
Często wykonanie paru otworów w metalu sprawia nam masę kłopotów. Bo jest to operacja techniczna wymagająca podstawowej wiedzy na temat skrawania. Nie wystarczy, zatem dobra wiertarka, wkrętarka i pierwsze lepsze wiertło.
Wiercenie to inaczej usuwanie za pomocą wiertła niewielkich części obrabianego materiału, czyli wiórów. W czasie wiercenia mamy do czynienia z wytwarzaniem się temperatury i nagrzewaniem wiertła, elementu obrabianego i wiórów. Z siłami skrawającymi, które niekiedy powodują uszkodzenie wiertła, i siłami tarcia powodującymi zmianę geometrii ostrza, czyli popularnie mówiąc wiertła się tępią.
Większość wierteł jest wytworzonych z stali HSS z różną zawartością kobaltu, ale to nie wszystko. Nadzwyczaj istotne jest aby wiertło było poprawnie zaostrzone, mam na myśli, aby krawędzie skrawające były równej długość i ścin wiertła znajdował się w osi wiertła. Daje nam to gwarancję, że obie krawędzie skrawające będą w czasie wiercenia wykonywały identyczną pracę. Wiertło nie będzie miało bicia, powierzchnia otworów będzie dokładnie taka jak średnica wiertła. I co najistotniejsze zniżymy do minimum ogrzewanie się wiertła.
Następna sprawa to geometria ostrza, nie będę się za bardzo rozpisywał się w tej kwesti. Dodam tylko o korekcji ścinu. Wiertła z korekcją ścinu mają krótszy ścin i jednocześnie dłuższą krawędź skrawającą. Takimi wiertłami można wiercić bez punktowania.
Wybór wiertła będzie zależał od rodzaju wykonywanej przez nas pracy. I tak najbardziej optymalne są wiertła NWKa HSS Baildon, można nimi wiercić: stal konstrukcyjną, węglową, staliwo, żeliwo, opcjonalnie mosiądz, brąz, aluminium, tworzywo, drewno.
NWWr- specjalne wiertła do wiercenia w blachach otworów pod nity.
NWKa HSS-inox do wiercenia w stalach nierdzewnych. do kupienia na: http://domtechniczny24.pl/wiert%C5%82a-nwkp-hss-d%C5%82ugie.html
Niezależnie od wiertła istotne są również parametry skrawania. Zależnie od tego, jakie elektronarzędzie wybierzmy: wiertarka stołowa, wiertarka ręczna, wiertarko-wkrętarka akumulatorowa. Będziemy mogli przystosować prędkość obrotową i posuw. Najlepsze parametry zapewniają nam wiertarki stołowe, ale nie wszędzie możemy je użyć. Zasadniczo możemy obrać zasadę, że niższe obroty i znaczny nacisk zapewni nam poprawne parametry skrawania.
Przykładowo, stal nierdzewna otwór 8mm grubość 4mm, emulsja lub olej do chłodzenia, wiertło HSS-E Co5, wiertarka wiertarko - frezarka:
Obroty nie powinny przekroczyć 10m/min, a posuw nie może być większy niż 0,10 mm/obrót. Czyli innymi słowy możemy wiercić z prędkością nieprzekraczającą 400obr/min. Ale ta prędkość nie jest optymalna. Zatem optymalnie będzie np.: 170obr/min, i posuw na każde 30 obrotów 1 mm (trzykrotnie mniej niż zalecane).
Bardzo istotne jest chłodzenie wiertła podczas wiercenia. Wolno stosować emulsje, oleje, spraye do wiercenia. Wystrzegać się należy wody, albowiem nie ma ona żadnych właściwości smarujących, jedynie chłodzące. Jedynie przy wierceniu żeliwa nie potrzebne jest smarowanie, min. dla tego, że grafit zawarty w żeliwie ma dobre właściwości smarne.
Pozdrawiam

Szlifierka kątowa GWS 7-125 720W Bosch
Na pierwszy rzut oka szlifierka jak każda inna, w miarę lekka z nie za dużym silnikiem. Ale jak się uchwyci w rękę tą szlifierkę to od razu wiadomo co w niej jest niezwykłego. Przede wszystkim jest niesłychanie wąska dziewczyna by stwierdziła że szczupła, super leży w ręku. Silnik nie jest za duży bo 720 wat nie powala, ale dla pewnych prac to będzie w sam raz. W technologii odchodzi się od naddatków i nieprzydatnych zapasów mocy, bo nie ulega wątpliwości prąd kosztuje. Jak wykonujemy dużo drobnych prac, np. cięcie prętów gwintowanych cienką tarczą 1 mm. to po co nam mocniejsza szlifierka, GWS 7-125 starczy, i tak używamy niewielką cząstkę mocy silnika. Do poważniejszych robót można wybrać model cięższy np. GWS 1400 i z silnikiem dwa razy mocniejszym.
Nie licząc tego, że jest zgrabna ma niesłychanie bajecznie rozwiązane dostęp do szczotek węglowych. Nie trzeba ściągać dolnej pokrywy, swoją drogą na zdjęciu to widać. Odkręcamy wkręt i po problemie. opis ze strony http://szlifierkawiertarka.pl/

Narzędzia pomiarowe i technika pomiarów.
Pierwsza część będzie dotyczyć poziomic i stalowych liniałów.
W bieżących czasach intensywnego rozwoju techniki i technologii, mimo maszyn cnc, komputerów wytwórczość seryjna części o jednakich rozmiarach nie jest do końca wykonalna. A to dla tego, że maszyny, linie produkcyjne nie są super precyzyjne także jak narzędzia frezujące czy szlifujące.
Dla tego architekt określa, w jakich granicach mogą się zawierać faktyczne wymiary gotowego wyrobu, inaczej ustala w specyfikacji tolerancję. Pracownik wiedząc, w jakim przedziale wymiarowym może być detal, używa różnych instrumentów pomiarowych: suwmiarki, mikromierze, sprawdziany, szablony, głebokościomierze, wzorce, aby określić zgodność z projektem.
Narzędzia pomiarowe dzielą się na, wzorce i przyrządy pomiarowe. Więcej o pomiarówce na http://poziomicaspawarka.pl/
Wzorzec pomiarowy jest to element stały np. liniał lub wiązka laserowa, odtwarzająca miarę danej wielkości z określoną dokładnością. Mogą one odtwarzać jeden wymiar lub kilka. Przykładowo: wzorzec zarysu gwintów składa się z pojedynczych wzorców gwintu, metrycznego i calowego. Jest on połączony w komplet. Podobnie popularny szczelinomierz składa sie z wielu listków o ustalonej grubości. Natomiast przymiar liniowy, powszechnie zwany liniałem lub linijką, to wzór długości z naciętymi kreskami milimetrowymi lub calowymi. Posiada on podziałkę, najczęściej 1 mm, i zakres pomiarowy od 50mm do 500mm.
Natomiast przyrządy pomiarowe służą do bezpośredniego lub pośredniego wykonywania pomiarów. Odróżniają się od wzorców tym, że posiadają mechanizm optyczny, elektroniczny lub mechaniczny zaprojektowany do przetwarzania jednej wielkości w drugą, przy powiększeniu czułości odczytywania, dopasowywania wskazań lub redukcji błędów pomiaru.
Stanowią one ogromnie rozbudowaną grupę przyrządów. Ja chciałem zwrócić uwagę na poziomice, które należą do przyrządów pomiarowych. Na ogół są to aluminiowe profile z zmonitowaną w nich jedną lub wieloma libelkami z płynem i pęcherzykiem powietrza. Wykorzystują one siłę grawitacji ziemskiej do wskazania poziomu lub pionu. Określanie to nie jest zbyt dokładne, z tego powodu używane jest, jako wstępne, alb podczas prac budowlanych czy remontowych niewymagających super dokładnej płaszczyzny.
Poziomice wytwarzane są w różnych klasach, z reguły zwracamy uwagę na wymiar profilu i dokładność osadzenia libelki. Poziomice z grubym profilem są w większym stopniu wytrzymałe a wklejone libelki odporne na wstrząsy. Do kupienia w sklepie http://domtechniczny24.pl/poziomice-aluminiowe-s%C5%82owik.html
Oddzielną grupę przyrządów pomiarowych do wytyczania pionu i poziomu stanowią urządzenia elektroniczne lub optyczne. Bazują one na elemencie żyroskopowym, bardziej dokładnym od libelki. W przypadku połączenia żyroskopu z lunetą optyczną mamy niwelator optyczny. Jeżeli zamienimy optykę laserem otrzymamy laser krzyżowy lub laser punktowy. Takie lasery mają różne zasięgi i mogą być używane wewnątrz pomieszczeń i na zewnątrz. W przypadku niwelatorów laserowych stosowanie ich w świetle dziennym wymaga dodatkowego odbiornika, ponieważ laser przy dużych odległościach przestaje być dostrzegalny przez człowieka.